Тракторные двигатели МТЗ оснащаются съемной головкой, которая устанавливается на блоке цилиндров и крепится болтами. От корректности установки деталей и соблюдения момента затяжки ГБЦ МТЗ зависит надежность работы силового агрегата. При прорыве выхлопных газов или охлаждающей жидкости снижается мощность, разрушаются компоненты поршневой группы и газораспределительного механизма мотора.
Во всех тракторных двигателях МТЗ имеется съемная головка.
Замена головки цилиндров в сборе
Если клапаны неплотно прилегают к седлам или прослушивается металлический стук, не устранимый регулировкой клапанов, попала вода в камеру сгорания, клапаны утопают сверх допустимых пределов, то головку цилиндров необходимо снять с двигателя для ремонта. Утопание клапанов без снятия головки цилиндров определяют по выступанию их стержней относительно поверхности головки цилиндров. Для этого устанавливают поочередно поршни в В.М.Т. на такте сжатия и измеряют штангенглубиномером расстояние от поверхности головки до торца стержня клапана. Если выступание стержня клапана более 57,2 мм, то головку снимают и ремонтируют. Нормальное значение выступания стержня клапана 56 мм, предельное – 58,4 мм.
Контрольная, повторная обтяжка ГБЦ
Контрольная протяжка производится после обкатки силового агрегата, регламентная проверка выполняется через 1000 часов работы дизеля. Для проведения работ потребуется снять верхний защитный кожух газораспределительного механизма и демонтировать валик с коромыслами. Проверка затяжки проводится по схеме, имеющейся в инструкции по эксплуатации. Для тестирования используется динамометрический ключ, прилагаемый момент составляет 190-210 Н/м.
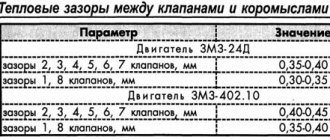
После проведения протяжки требуется установить на штатные места снятые детали головки цилиндров, а затем проверить корректность установки зазора между бойком коромысла и торцом стержня клапана. Для атмосферных силовых агрегатов зазор для впускных и выпускных клапанов составляет 0,20-0,35 мм (на прогретом агрегате). При настройке холодного дизеля рекомендуется установить расстояние в пределах 0,20-0,25 мм. Моторы МТЗ, оборудованные компрессором, отличаются величиной зазоров (0,25 мм для впускного тракта и 0,45 мм для выпускного).
Регулировка клапанного механизма выполняется вращением винта (после отворачивания контрящей гайки) начиная с первого цилиндра (от шкива). Для корректной установки зазора поршень выставляется в положение верхней крайней точки (определяется по моменту перекрытия клапанов). После установки параметров в первом цилиндре требуется поочередно отрегулировать зазоры в оставшихся клапанах.
Источник
Снятие головки цилиндров
Снимите выпускную трубу в сборе с искрогасителем и фильтр грубой очистки воздуха. Отъедините провода от соединительных панелей, закрепленных на кожухе вентилятора, освободите их от фиксирующих кронштейнов и выньте из колпака крышки головки цилиндров. Переместите отъединенные провода к кабине. Ослабьте крепление соединительной втулки рулевого управления и переместите втулку в сторону заднего рулевого вала. Снимите передний рулевой вал. Снимите провод датчика температуры воды, топливные трубки, фильтр тонкой очистки топлива, воздухоочиститель с кронштейном, воздухоподводящую трубку, выпускной коллектор, переходный патрубок, водоотводящую трубу с патрубком, впускной коллектор, корпус термостата, колпак и крышку головки цилиндров, механизм коромысел и штанги толкателей. Отъедините патрубок головки цилиндров и трубку маслопровода. Отъедините и снимите форсунки. Снимите головку цилиндров с прокладкой.
Необходимость замены головки цилиндров в сборе определяют после ее снятия. Замену производят при наличии трещин (прежде всего около отверстий водяной рубашки и между клапанными седлами); при короблении нижней плоскости более 0,2 мм (см. рис. 1), замеренный металлической проверочной линейкой и щупом; при утопании клапанов более 3 мм, замеренный штангенглубиномером (см. рис. 2) или щупом (см. рис. 3) относительно плоскости головки. Допустимое значение утопания клапанов — 1,8 мм. При утопании клапанов свыше 3,5 мм необходимо заменить головку цилиндров в сборе.
Рис. 1. Проверка плоскости прилегания поверхности головки цилиндров на коробление. 1 – проверочная линейка; 2 – щуп.
Рис. 2. Замер утопания клапанов с помощью штангенглубиномера.
Рис. 3. Замер утопания клапанов относительно плоскости головки с помощью щупа.
Порядок регулировки
Необходимость установки впрыска возникает при замене топливного насоса высокого давления (ТНВД) или его монтаже после ремонта, а также после ремонта поршневой группы дизеля. Регулировку производят при условии исправной топливной аппаратуры, ТНВД и отрегулированном газораспределительном механизме дизеля. Процесс установки состоит из ниже описанных последовательных операций.
Установка первого цилиндра в такте « сжатия »
С правой стороны по ходу движения машины в стенке крепления двигателя к корпусу сцепления, над продольной балкой рамы трактора возле заливной горловины для масла — есть установочный щуп. Своей короткой резьбовой частью он ввёрнут в стенку крепления и длинной безрезьбовой установлен наружу. При необходимости установки первого цилиндра в положение такта « сжатия » щуп устанавливают в отверстие, длинной частью упирая его в маховик двигателя. Медленно проворачивая коленчатый вал дизеля, находят положение, при котором щуп попадёт в отверстие на маховике и зайдёт в тело детали полностью на 4-5 см
Важно не перепутать установочное отверстие с технологическими, балансировочными сверлениями маховика, которые по своей глубине гораздо меньше. Найденное положение соответствует опережению на 26 ̊ до подхода поршня первого или четвёртого цилиндра в ВМТ
Такое положение соответствует техническим требованиям Д 240 для установки начала впрыска топлива в цилиндр в такте « сжатия ». Для определения, в каком из цилиндров в первом или четвёртом начался такт « сжатия » нужно снять клапанную крышку. Пара закрытых клапанов укажет, в каком из двух цилиндров (первом или четвёртом) начался такт « сжатия ».
Установочный щуп на Д 240
Отсоединение привода насоса
Для установки синхронизации циклов работы двигателя и ТНВД нужно понимать, что соединяющий привод насоса через распределительные шестерни двигателя должен быть разъединён. Соединение привода осуществляется соединением отверстий приводной шестерни насоса 4 с регулировочными отверстиями специальной шайбы 5 по периметру через шлицевую втулку, закреплённую на валу насоса. Доступ к приводу осуществляется вскрытием передней крышки 8 насоса. Для разъединения отворачивают два крепёжных болта 3 с планкой 7 и демонтируют регулировочную шайбу со шлицевой втулки. В этом положении вращение колен вала не будет передаваться через привод распределительных шестерён на вал насоса 6.
Устройство привода ТНВД Д 240
Установка моментоскопа
После определения цилиндра в такте « сжатия » и отсоединения привода на топливный насос устанавливают моментоскоп на соответствующую питающую секцию насоса вместо трубопровода высокого давления, соединяющего секцию с форсункой цилиндра. Для более точного определения начала момента впрыска устанавливают ручной рычаг подачи топлива в максимальное положение. Для определения момента впрыска, при необходимости, прокачивают топливную аппаратуру ручной помпой насоса, удаляя воздух из системы.
Операции установки впрыска
Определение и установка момента подачи топлива
Проворачивая кулачковый вал ТНВД по часовой стрелке, и наблюдая за уровнем топлива в трубке прибора нужно определить положение вала насоса в момент начала подачи топлива в данной секции. Моментом начала подачи будет положение, при котором уровень топлива в трубке прибора начнёт повышаться, сдвигаясь в результате начала цикла подачи, набегая кулачком вала ТНВД на толкатель плунжера соответствующей секции
Очень важно определить, наблюдая за уровнем топлива в моментоскопе, начало этого цикла
Установка положения регулировочной шайбы привода насоса
Определив момент начала впрыска на секции положением вала ТНВД, соединяют привод насоса, устанавливая шлицевую регулировочную шайбу на шлицевую втулку. Крепёжные болты с планкой заворачивают в максимально совпавшие отверстия шайбы и фланца приводной шестерни насоса. При этом болты должны входить свободно без закусывания. Затем устанавливают крышку насоса, затягивая три болта по периметру крышки. Регулировочным центральным винтом в крышке регулируют осевой зазор приводной шестерни. Для этого отворачивают контргайку винта, заворачивают его до упора в планку шайбы и отворачивают на 1/3 или 1/2 оборота, после положение фиксируют контргайкой.
Установка головки цилиндров
Головку цилиндров устанавливайте на двигатель в последовательности, обратной снятию. Перед установкой головки залейте в цилиндры по 30 г дизельного масла ГОСТ 8581-78. Новые прокладки головки цилиндров, колпака и крышки головки цилиндров смажьте с двух сторон графитовой пастой, состоящей из 40% графитового порошка и 60 % дизельного масла.
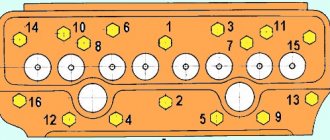
Затяжку гаек шпилек или болтов крепления головки цилиндров производите в несколько приемов (не более чем на 1…2 грани) в последовательности, указанной на рис. 2.4. Окончательную затяжку производите динамометрическим ключом. Момент окончательной затяжки гаек 19…21 кгс•м (190…210 Н•м) для Д-243 и 16…18 кгс•м (160…180 Н•м) для Д-240.
Форсунки устанавливайте одной группы по пропускной способности. Прокладки форсунок со стороны прилегания смажьте солидолом УС–2 ГОСТ 1033-73.
Наконечники штанг толкателей должны войти в углубление толкателей. Штанги должны легко вращаться относительно своих осей. Прокладки корпуса термостата и впускного тракта смажьте лаком «Герметик». Отрегулируйте зазоры между торцами клапанов и бойками коромысел.
ЧИТАЙТЕ ТАКЖЕ НА САЙТЕ
Устройство КИ установить на тарелку пружины клапана и отжимным кулачком переместить тарелку в верхнюю позицию. Любая разборка цилиндров в последующее время подразумевает аналогичные действия.
Главное, нужно соблюдать всю методику, приведенную в литературе и производить регулировку, строго следуя ей. Перед оборкой поршневой группы проверяют параметры поршневого пальца, шатуна и состояние втулки верхней головки шатуна.
Перед установкой головки цилиндров на блок нужно проверить и, если это необходимо, очистить привалочные плоскости головки и блока с помощью металлической щётки либо скребка от пригоревших остатков старой прокладки, затем начисто протереть плоскости салфеткой. Вибрация, постоянное движение, перепады температуры.
Коромысло поворачивается на валике и вторым концом нажимает на клапан, опуская его вниз.
Амортизатор изготовлен в виде резиновой подушки с парой привулканизированных пластин, при помощи которых он присоединяется к кронштейну крышки распределения и передней опорой.
Стенки блока цилиндров изготовлены в форме арок, опирающихся на межцилиндровые перегородки. Установка поршневого кольца 1 — поршень; 2 — приспособление; 3 — поршневое кольцо Рис.
При ухудшении качества работы двигателя, появления задымлённости медлить с проверкой клапанов не стоит! Регулировочные данные при сборке дизеля Д Момент окончательной затяжки гаек крепления головки цилиндров, Н-м — Момент затяжки шатунных подшипников, Н-м — Зазор между стержнем клапана и бойком коромысла тепловой зазор на холодном дизеле, мм 0,25—0,30 Поршень при нахождении в ВМТ не должен выступать выше поверхности блока более чем на 0,5 мм. Установка головки блока ММЗ Д245 35 Е4 часть 1 (установка и затяжка головки)
Рекомендуем: Поворотный отвал на МТЗ своими руками
Устранение неисправностей головки цилиндров
Разборка. Сожмите пружины клапана с помощью приспособления ОР-9913 (см. рис. 4). Снимите сухари, тарелки пружин, наружные и внутренние пружины клапанов, шайбы. Выньте впускные и выпускные клапаны. Риски, задиры и раковины на поверхности седел клапанов головки цилиндров не допускаются. При наличии этих дефектов обработайте фаски седел фрезами с направляющими хвостовиками в следующем порядке: -обработайте рабочую поверхность седел впускных и выпускных клапанов под углом 45°; -снимите фаску на нижней части седел клапанов под углом 75°; -снимите фаску на верхней части седел клапанов под углом 15°.
Рис. 4. Снятие и установка клапанных пружин с помощью приспособления ОР-9913.
При увеличении ширины фаски седла клапана более 2 мм уменьшите ее фрезами с углами 15 и 75°. Ширина фаски седла клапана после обработки должна быть 1,5…2 мм; при этом необходимо проверить соосность фасок с направляющими втулками с помощью приспособления КИ– 4929. Клапаны, у которых обнаружена деформация стержня, замените. Проверьте высоту цилиндри-ческого пояска тарелки клапана, которая должна быть не менее 0,5 мм. При обнаружении рисок и раковин на рабочей фаске клапана, а также при износе фаски проведите шлифование рабочей поверхности на стенде Р–108. Фаску впускного и выпускного клапанов шлифуйте под углом 45° относительно оси стержня.
Проверьте упругость пружин на приспособлении КИ–040А (см. рис. 5). Значения усилия сжатия и высоты пружины должны соответствовать данным табл. 1.
Рис. 5. Проверка успругости клапанных пружин на приспособлении.
Таблица 1: проверка упругости клапанных пружин.
| Пружина | Усиление сжатия до рабочей высоты, кгс | |
| нормальное | допустимое | |
| Наружная | 17±1,4 | 14,8 |
| Внутренняя | 8,87±0,7 | 7,4 |
| Пружина | Высота, мм | |
| в свободном состоянии | в рабочем состоянии | |
| Наружная | 64,0 | 54,0 |
| Внутренняя | 58,5 | 48,5 |
Пружины не отвечающие этим требованиям, замените. Замерьте внутренний диаметр направляющих втулок с помощью индикаторного нутромера (см. рис. 6). Если внутренний диаметр превышает 11,13 мм или имеется ослабление посадки, замените втулку (см. рис. 7). Новую втулку запрессовывайте с натягом – 0,03 мм (см. рис. 8).
Рис. 6. Замер отверстия направляющей втулки клапана.
Рис. 7. Выпрессовка направляющей втулки клапана. Оправка для выпрессовки.
Рис. 8. Запрессовка направляющей втулки.
После ремонта клапанов и их седел проведите притирку клапанов к седлам с помощью пневматической дрели 2213 (см. рис. 9). Смажьте рабочую поверхность фаски клапана притирочной пастой (микропорошок М20 с маслом индустриальным 20 или веретенным 3). Наденьте на стержень клапана технологическую пружину, установите клапан в направляющую втулку и вращайте его, периодически приподнимая дрель. Ширина притертой матовой полоски на конической поверхности клапана и гнезда клапана должна быть 1,5…2 мм (см. рис. 10). Верхняя кромка матовой полоски на клапане должна быть расположена на расстоянии не менее 0,5 мм от цилиндрического пояска тарелки клапана.
Рис. 9. Притирка клапанов с помощью пневматической дрели.
Рис. 10. Матовая полоска на фаске клапана.
Проверка и регулировка установочного угла опережения впрыска топлива на дизеле
Техобслуживание » Проверка и регулировка установочного угла опережения впрыска топлива на дизеле При затрудненном пуске дизеля, дымном выпуске, а также при замене, установке топливного насоса после проверки на стенде через каждые 120 тыс. км пробега или ремонте дизеля обязательно проверьте установочный угол опережения впрыска топлива на дизеле.
Значения установочного угла опережения впрыска топлива приведены в таблице 13. Таблица 13
| Топливный насос высокого давления | Дизель | |
| Д-245.7Е2 | Д-245.9Е2 | Д-245.30Е2 |
| Установочный угол опережения впрыска топлива, градусов поворота коленчатого вала | ||
| 773.1111005-20.05 | 2,5±0,5 | |
| 773.1111005-20.06 | 3,0±0,5 | |
| 773.1111005-20.07 | 4,0±0,5 |
Рисунок 24. Эскиз контрольного приспособления
- нажимная гайка
- трубка высокого давления
Проверку установочного угла опережения впрыска топлива с топливными насосами, 773 (ОАО «ЯЗДА») производите в следующей последовательности:
- установите поршень первого цилиндра на такте сжатия за 40–50° до ВМТ;
- установите рычаг управления регулятором в положение, соответствующее максимальной подаче топлива;
- отсоедините трубку высокого давления от штуцера первой секции насоса и вместо неё подсоедините контрольное приспособление, представляющее собой отрезок трубки высокого давления длиной 100…120 мм с нажимной гайкой на одном конце и вторым концом, отогнутым в сторону на 150…170° в соответствии с рисунком 24;
- заполните топливный насос топливом, удалите воздух из системы низкого давления и создайте избыточное давление насосом ручной прокачки до появления сплошной струи топлива из трубки контрольного приспособления;
- медленно вращая коленчатый вал дизеля по часовой стрелке и поддерживая избыточное давление в головке насоса (прокачивающим насосом), следите за истечением топлива из контрольного приспособления. В момент прекращения истечения топлива (допускается каплепадение до 1 капли за 10 секунд) вращение коленчатого вала прекратить;
- выверните в соответствии с рисунком 25 фиксатор из резьбового отверстия заднего листа и вставьте его обратной стороной в то же отверстие до упора в маховик, при этом фиксатор должен совпадать с отверстием в маховике (это значит, что поршень первого цилиндра установлен в положение, соответствующее установочному углу опережения впрыска топлива, указанному в таблице 13).
Рисунок 25. Установка фиксатора в отверстие заднего листа и маховика
При несовпадении фиксатора с отверстием в маховике произведите регулировку, для чего проделайте следующее:
- снимите в соответствии с рисунком 26 крышку люка;
- совместите фиксатор с отверстием в маховике, поворачивая в ту или другую сторону коленчатый вал;
- отпустите на 1…1,5 оборота гайки крепления шестерни привода топливного насоса;
- при помощи ключа поверните за гайку валик топливного насоса против часовой стрелки до упора шпилек в край паза шестерни привода топливного насоса;
- создайте избыточное давление в головке топливного насоса до появления сплошной струи топлива из трубки контрольного приспособления;
- поворачивая вал насоса по часовой стрелке и поддерживая избыточное давление, следите за истечением топлива из контрольного приспособления;
- в момент прекращения истечения топлива прекратите вращение вала и зафиксируйте его, зажав гайки крепления полумуфты привода к шестерне привода.
Произведите повторную проверку момента начала подачи топлива.
Отсоедините контрольное приспособление и установите на место трубку высокого давления и крышку люка. Заверните в отверстие заднего листа фиксатор.
Привод топливного насоса
Рисунок 26. Привод топливного насоса
Сборка
Головку цилиндров собирайте в последовательности, обратной разборке. Перед сборкой головку цилиндров и клапаны обдуйте сжатым воздухом. Тарелки и седла клапанов протрите салфеткой, смоченной в керосине. Клапаны устанавливайте в те седла, к которым они были притерты. Стержни клапанов перед сборкой смажьте дизельным маслом. Стержни должны перемещаться в направляющих втулках без заеданий и заметного поперечного покачивания. Сухари клапанов должны выступать над плоскостью тарелки пружины клапана на 1±0,5 мм. Допускается утопание до 1 мм.
Блок цилиндров и клапаны двигателя Д-243
Блок цилиндров и клапаны двигателя Д-243
Головка блока цилиндров Д-243
Головка блока цилиндров двигателя Д-243 трактора МТЗ-82 представляет собой чугунную отливку, во внутренних полостях которой имеются впускные и выпускные каналы, закрываемые клапанами. Для обеспечения отвода тепла головка цилиндров имеет внутренние полости, в которых циркулирует охлаждающая жидкость. На головке блока цилиндров сверху устанавливаются стойки, ось коромысел с коромыслами, крышка головки, впускной коллектор и колпак крышки, закрывающий клапанный механизм.
Со стороны топливного насоса в головке блока двигателя МТЗ-82 установлены четыре форсунки, а со стороны генератора к головке крепится выпускной коллектор. Для уплотнения разъема между головкой и блоком цилиндров установлена прокладка из армированного перфорированным стальным листом асбестового или безасбестового полотна. Отверстия для гильз цилиндров и масляного канала окантованы стальными обечайками.
Проверка затяжки болтов крепления головки цилиндров Д-243
Проверку затяжки болтов крепления головки цилиндров Д-243 трактора МТЗ-82 производите по окончании обкатки и через 1000 часов работы на прогретом дизеле в следующем порядке:
— снимите колпак и крышку головки цилиндров;- снимите ось коромысел с коромыслами и стойками;- динамометрическим ключом проверьте затяжку всех болтов крепления головки цилиндров в последовательности, указанной на рисунке 19, и, при необходимости, произведите подтяжку. Момент затяжки -200±10 Нм.
После проверки затяжки болтов крепления головки блока цилиндров двигателя МТЗ-82 установите на место ось коромысел и отрегулируйте зазор между клапанами и коромыслами.
Схема последовательности затяжки болтов крепления головки цилиндров двигателя Д-243
Блок цилиндров двигателя Д-243
Блок цилиндров Д-243 является основной корпусной деталью дизеля и представляет собой жесткую чугунную отливку. В вертикальных расточках блока установлены четыре съемные гильзы, изготовленные из специального чугуна.
Гильза устанавливается в блок цилиндров двигателя МТЗ-82 по двум центрирующим поясам: верхнему и нижнему. В верхнем поясе гильза закрепляется буртом, в нижнем — уплотняется двумя резиновыми кольцами, размещенными в канавках блока цилиндров. Гильзы по внутреннему диаметру сортируются на три размерные группы: большая (Б), средняя (С) и малая (М). Маркировка группы наносится на заходном конусе гильзы.
Нужно устанавливать гильзы блока Д-243 одной размерной группы. Между стенками блока цилиндров и гильзами циркулирует охлаждающая жидкость.Торцовые стенки и поперечные перегородки блока цилиндров имеют приливы, предназначенные для образования опор коленчатого вала. На эти приливы установлены крышки. Приливы вместе с крышками образуют постели для коренных подшипников. Постели под вкладыши коренных подшипников расточены с одной установки в сборе с крышками коренных подшипников. Менять крышки местами не допускается.
Блок цилиндров Д-243 имеет продольный канал, от которого по поперечным каналам масло поступает к коренным подшипникам коленчатого вала и подшипникам распределительного вала. На наружных поверхностях блока цилиндров имеются обработанные привалочные плоскости для крепления центробежного масляного фильтра, водяного насоса, фильтров грубой и тонкой очистки топлива, маслозаливной горловины.
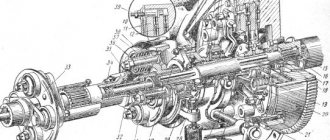
Механизм газораспределения ГРМ Д-243
Механизм газораспределения двигателя Д-243 трактора МТЗ-82 состоит из распределительного вала, впускных и выпускных клапанов, а также деталей их установки и привода: толкателей, штанг, коромысел, регулировочных винтов с гайками, тарелок с сухариками, пружин, стоек и оси коромысел.
Распредвал Д-243 — трехопорный, приводится в действие от коленчатого вала через шестерню распределения. Подшипниками распределительного вала служат три втулки, запрессованные в расточки блока. Передняя втулка (со стороны вентилятора) из алюминиевого сплава, имеет упорный бурт, удерживающий распредвал от осевого перемещения, остальные втулки чугунные.
Толкатели двигателя Д-243– стальные. Рабочая поверхность тарелки толкателя наплавлена отбеленным чугуном и имеет сферическую поверхность большого радиуса (750 мм). В результате того, что кулачки распределительного вала изготовлены с небольшим конусом, толкатели в процессе работы совершают вращательное движение.
Штанги толкателей изготовлены из стального прутка. Сферическая часть, входящая внутрь толкателя, и чашка штанги закалены. Коромысла клапанов двигателя МТЗ-82 — стальные, качаются на оси, установленной на четырех стойках. Крайние стойки — повышенной жесткости. Ось коромысел полая, имеет восемь радиальных отверстий для смазки коромысел. Перемещение коромысел вдоль оси ограничивается распорными пружинами.
Ослабление усилия затяжки.
Затяжка болтов ГБЦ д 240 на тракторах МТЗ 80-МТЗ-82 производится после установки ГБЦ или периодической протяжки. Периодически необходимо потягивать головку блока цилиндров через каждые 1000 м/часов пробега трактора. В процессе эксплкатации происходит постоянное тепловое расширение деталей двигателя. Они подвергаются возникающим нагрузкам. Это приводит к ослаблению крепления ГБЦ.
- Прокладка головки блока сдавливается
- Просаживаются посадочные места головок крепежных болтов.
- Крепежные болты растягиваются.
В результате происходит ослабление прижатия ГБЦ к блоку цилиндров. И как следствие происходит прорыв отработанных газов из камеры сгорания. Газы имеют высокую температуру, Она может достигать выше 1000 градусов. Прокладка в местах прорыва газов прогорает. В результате приходится снимать головку блока для замены прокладки.
Как затянуть болты ГБЦ без динамометрического ключа
Каков порядок затяжки болтов головки блока цилиндров?
Цена на профессиональный инструмент, приемлемой точности доходит до 200$, что не по карману простому обывателю. Однако физика дает пользователям право на самостоятельное изготовление «подобия» данного инструмента за умеренную плату.Для этого понадобится:
- стандартный ключ;
- рычаг (труба или другой предмет);
- рулетка или линейка;
- стандартные весы (кантер).
Чтобы затянуть болты без динамометрического ключа, необходимо вспомнить немного физики. Момент затяжки является приложенным усилием к метровому рычагу (кгс.м). Следовательно, требуется замерить длину ключа и разделить 1 на получившееся число. Далее результат умножается на момент затяжки и ответом будет необходимый показатель на весах.
- гайка с требуемым усилием 3 кгс*м;
- рожковый ключ длиной 25 см;
- весы с показателем до 20 кг.
Итого:
- 1/0,25=4;
- 4*3 = 12.
Таким образом, если к ключу присоединить весы, тянуть за крючок требуется с силой 12 кг. Если необходимо закрутить болт с маркировкой в Ньютонах, при помощи стандартного соотношения вычисляется усилие и здесь.
Установка прокладки ГБЦ д 240
Перед установкой прокладки необходимо тщательно очистить поверхности головки и блока цилиндров. От грязи и возможных остатков старой прокладки. Очищать поверхности лучше при помощи ножа. Он не повредит поверхности. Нельзя этого делать наждачной бумагой и тем более лепестковыми кругами. После их применения поверхности придут в негодность. Их необходимо будет фрезеровать. Даже незначительные углубления приведут к прорыву газов. А наждаком и даже металлической щеткой на болгарке их очень легко сделать.
В сучае если на двигателе установлена турбина. Требуется устанавливать фторопластовые кольца.
Турбина создает повышенное давление в камере сгорания. В результате чего увеличивается температура сжимаемого воздуха и его количество. Увеличивается и температура горения топлива в камере сгорания. Фторопластовые кольца выдерживают повышенные температуры. И защищают металлические части прокладки от прогорания.
Ставятся они очень просто. Наружные кромки колец имеют углубление. Его необходимо расширить. Получится паз. Этот паз устанавливается в прокладку по кругу. Лишний конец кольца обрезается.
Принцип действия системы зажигания
Система зажигания используется для надёжного и своевременного поджига горючей смеси, поступающей внутрь цилиндра. Состоит она из магнето, свечи зажигания искрового типа и провода под высоким напряжением.
Принцип функционирования данного элемента достаточно прост и надёжен одновременно – рабочая смесь при поступлении в цилиндр пускового двигателя воспламеняется посредством электрозаряда, формируемого между двумя электродами на зажигательной свечи. Для максимально качественного заряда требуется довольно высокое напряжение, примерно в 10-15 кВ, которое создаётся в особом приборе – магнето, совмещающем в себе целый ряд функций – прерывателя, генератора переменного тока и трансформатора.
Установка головки блока
Перед установкой необходимо:
- Внимательно осмотреть поверхности головки.
- Проверить плоскость головки. Поверить плоскость головки при помощи линейки. Если есть неплотные прилегания , измерить их глубину при помои щупа. Проще говоря щуп толщиной 0,1 мм не должен проходить между линейкой и поверхностью головки.
- Осмотреть посадочные места головок крепежных болтов. На наличие трещин. И в случае их обнаружения в эти места подвергнуть фрезеровке. Чтобы трещины не продолжали расти. Снятую при фрезеровке поверхность компенсировать увеличенными шайбами.
- Если головки сняты требуется снять клапана. Для замены масло отражательных колпачков притирки клапанов. И осмотра седел и меж клапанных перегородок на наличие трещин
Если все в порядке головка устанавливается на прокладку. Вставляются крепежные болты.
Замена коренных и шатунных вкладышей
Если двигатель остановлен из-за низкого давления масла в магистрали, то в первую очередь проверьте состояние клапанов и ротора центробежного масляного фильтра, масляного насоса, отводящего патрубка масляного насоса и прокладок фланцев патрубка.
Только убедившись в исправности этих узлов, приступайте к проверке состояния коренных и шатунных подшипников.
Зазор между вновь установленными вкладышами и шейками коленчатого вала равен 0,065-0,123 мм. для шатунных шеек и 0,070-0,134 мм. для коренных при измерении в плоскости, перпендикулярной к плоскости разъема подшипников.
Шатунные и коренные вкладыши заменяйте, если зазоры между вкладышами и шейками коленчатого вала при нераскомплектованных деталях достигают следующих величин:
- для шатунных подшипников 0,40 мм. при овальности более 0,06 мм.
- для коренных подшипников 0,40 мм. при овальности более 0,1 мм.
- если в результате измерений будет установлено, что зазор в подшипниках и овальность шеек коленчатого вала превышают допустимые, то перешлифуйте шейки коленчатого вала на следующий ремонтный размер согласно таблице ниже.
Размеры шеек коленчатого вала
При замене вкладышей устанавливайте их того же номинала, который имеют шейки коленчатого вала.
Коленчатые валы, шатунные или коренные шейки которых изготовлены по размеру второго номинала на первой щеке имеют дополнительные обозначения:
- «2К» — коренные шейки второго номинала.
- «2Ш» — шатунные шейки второго номинала.
- «2КШ» — шатунные и коренные шейки второго номинала.
При подборе вкладышей обращайте также внимание на обозначение размерной группы вкладыша по высоте. Размеры групп обозначаются на внутренней поверхности усиков знаком «+» или «-«. В комплект входят вкладыши: один с маркировкой «+», другой — «-» или оба без маркировки.
Момент затяжки гбц д 240
затяжка ГБЦ д 240 производится в несколько этапов
- Требуется закрутить крепежные болты до их соприкосновения с поверхностью головки. На этом этапе не нужно прилагать большого усилия закручивания. Достаточно просто от руки довернуть все болты до своего места. Потому что головка должна сесть на свое место без перекосов. Обязательно требуется проверить что под головку ничего не попало. Трос, шланги, провода. Открученные кронштейны.
- Необходимо произвести предварительную затяжку болтов с моментом затяжки равным половине требуемого усилия. Это приблизительно 100 Н*М. Затяжку требуется произвести при помощи динамометрического ключа. Это условие считается обязательным. Динамометрический ключ не только позволяет установить требуемое усилие затяжки. Но еще пожалуй самое главное его преимущество. Заключается в том. Что это усилие будет одинаковым для всех болтов. Если головка не прижата с нужным усилием. То что болты затянуты равномерно важнее. Затяжка должна производиться строго по порядку согласно схемы затяжки
- Окончательная затяжка ГБЦ д 240 производится с усилием 200 Н*м. Строго по порядку затяжки
Работа с динамометрическим ключом
В начале монтажа установите динамометрический ключ в положение, называемое у механиков нулевым. Такое положение – момент, когда показания ключа равны изначальному положению болта. Внимательно посмотрите на цифры в момент начала крепежа, запомните, а лучше запишите.
Медленными и аккуратными движениями начинайте крутить ключ и внимательно следите за показателями, если момент остаётся на том же месте, значит крепеж поддался растяжению. Если момент резко изменяется, значит нужно добиваться движения болта. Резкое увеличение момента говорит о том, что держатель не до конца растянут. Тогда монтаж придётся совершать после стабилизации.
Если же при затяжке момент резко начинает уменьшаться – крепеж деформирован, замена неизбежна.
Езда по проселочным дорогам сразу же после трассы губительно влияет на двигатели отечественных автомобилей. При езде двигатель машины постоянно то нагревается, то остывает, что плохо сказывается на качественном креплении. Болты разбалтываются, что приводит к поломкам, протечкам масла. Резкие перепады температур негативно влияют на правильное крепеление болтов. Ответственно относитесь к замене этой маленькой, но важной детали автомобиля.
Вот таблица моментов, которые нельзя превышать при затяжке.
| Резьба | Прочность болта | ||
| 8.8 | 10.9 | 12.9 | |
| М6 | 10Нм | 13Нм | 16Нм |
| М8 | 25Нм | 33Нм | 40Нм |
| М10 | 50Нм | 66Нм | 80Нм |
| М12 | 85Нм | 110Нм | 140Нм |
| М14 | 130Нм | 180Нм | 210Нм |
| М16 | 200Нм | 280Нм | 330Нм |
| М18 | 280Нм | 380Нм | 460Нм |
| М20 | 400Нм | 540Нм | 650Нм |
| М22 | 530Нм | 740Нм | 880Нм |
| М24 | 670Нм | 940Нм | 1130Нм |
| М27 | 1000Нм | 1400Нм | 1650Нм |
| М30 | 1330Нм | 1800Нм | 2200Нм |
| М33 | 1780Нм | 2450Нм | 3000Нм |
| М36 | 2300Нм | 3200Нм | 3850Нм |
| М39 | 3000Нм | 4200Нм | 5050Нм |
| М42 | 3700Нм | 5200Нм | 6250Нм |