Установка головок цилиндров, коромысел клапанов и регулировка зазоров в клапанах
Шпильки крепления головки цилиндров ввертывают в правый и левый ряды блока цилиндров, предварительно смазав резьбовые отверстия под шпильки в блоке дизельным маслом
Шпильки ввертывают на всю длину резьбы моментом 80—100 Нм (8—10 кгсм); они должны выступать над плоскостью блока на величину 122 мм, что проверяют втулкой (рис. 1).
Перед установкой головки цилиндров необходимо протереть привалочную плоскость.
Прокладку головки цилиндров устанавливаем на шпильки так, чтобы она установилась на штифты, а окантовка прокладки — на бурты гильз цилиндров.
Головка цилиндров в сборе должна свободно, без ударов устанавливаться на шпильки и установочные штифты.
Затем на шпильки навертываем гайки крепления головки цилиндров и затягиваем их.
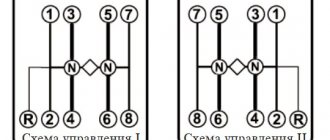
Затягивать гайки надо в порядке возрастания номеров (см. рис. 2).
После первой затяжки динамометрическим ключом необходимо повторной операцией проверить требуемый крутящий момент 220—250 Нм (22—25 кгсм) на каждой гайке, соблюдая указанную последовательность.
Штанги толкателей устанавливают в окна блока цилиндров и при этом совмещают наконечник штанги с пятой толкателя.
Предварительно штангу протирают и смазывают наконечник дизельным маслом.
Правые и левые коромысла клапанов с осью в сборе устанавливают так, чтобы установочные штифты оси вошли в отверстия головки цилиндров, а сфера регулировочного винта была совмещена с наконечником штанги.
Регулировочный винт должен быть ввернут в коромысло до упора.
Затем ввертывают в головки цилиндров болты крепления оси коромысла и затягивают их моментом 120—150 Нм (12—15 кгсм).
Зазоры клапанов регулируют одновременно на двух цилиндрах и при этом применяют лимб (рис. 4).
Лимб устанавливают на шкив коленчатого вала, а палец З вставляют в резьбовое отверстие на крышке шестерен распределения.
Тепловые зазоры двигателя ЯМЗ-326 регулируют в следующей последовательности:
— вращают коленчатый вал по часовой стрелке ключом за болт крепления шкива, наблюдают за движением впускного клапана первого цилиндра и устанавливают момент, когда он полностью закроется.
После этого вал поворачивают в том же направлении до совмещения риски на шкиве коленчатого вала с меткой 1—4 ЯМ3-236 на лимбе;
— регулируют зазоры между носками коромысел и торцами клапанов первого и четвертого цилиндров.
После затяжки контргайки регулировочного винта щуп толщиной 0,25 мм должен свободно входить в зазоры толщиной 0,30 мм – с усилием.
Допускается после прокручивания коленчатого вала изменение зазора в пределах 0,20 – 0,35 мм;
— совмещая на такте сжатия в порядке работы цилиндров (1 – 4 – 2 – 5 – 3 – 6) риску на шкиве с метками 1 – 4, 2 – 5, 3 – 6 ЯМЗ – 236 на лимбе, регулируют зазоры для остальных цилиндров.
При регулировке тепловых зазоров двигателя ЯМЗ – 238 применяют те же приемы и методы, что и для двигателя ЯМЗ – 236:
— совмещают на такте сжатия рисунок 3 на шкиве с меткой 1 – 5 ЯМЗ – 238 на лимбе;
— регулируют зазоры клапанов первого и пятого цилиндров;
совмещая на такте сжатия в порядке работы цилиндров (1-5-4-2-6-3-7-8) риску на шкиве с метками 4—2, 6—3 и 7—8 ЯМЗ-238 на лимбе, регулируют клапаны остальных цилиндров.
Штанги толкателей регулировочных клапанов должны свободно вращаться от руки.
Зазор регулируют при помощи регулировочного винта; после регулировки надо надежно закрепить винт гайкой и проверить зазор.
Установка форсунок, топливопроводов и соединительного патрубка.
На двигатель устанавливают комплект форсунок одной группы по распылению.
Группа распылителя наносится на поверхности корпуса форсунки.
Перед установкой форсунок протирают внутреннюю поверхность стаканов, а на распылитель надевают одну уплотнительную медную шайбу.
Форсунки устанавливают таким образом, чтобы уплотнитель штуцера вошел в выемку головки цилиндров.
Скобы крепления форсунок устанавливают на шпильки головки цилиндров, надевают шайбы и навертывают гайки, которые затягивают моментом 50—60 Нм (5—6 кгс м).
Дренажные трубки устанавливают на левую и правую головки цилиндров, предварительно вывернув из форсунок транспортные пробки.
Дренажные трубки крепят к форсункам соединительными гайками и болтами, предварительно подложив шайбы под наконечники трубок и под головки болтов.
Для обеспечения надежного уплотнения во всех случаях надо ориентировать шайбы вершинами конусов от наконечников трубок наружу.
Топливные отводящие топливопроводы устанавливают в развале между цилиндрами и крепят болтами к правой и левой головкам цилиндров.
Для обеспечения более жесткого крепления на каждый топливопровод устанавливают кляммер и крепят его на шпильке фланца левого впускного трубопровода.
Топливопроводы высокого давления крепят на штуцера топливного насоса высокого давления и форсунок в определенной последовательности, соответствующей порядку работы секций топливного насоса высокого давления.
Насос двигателя ЯМЗ-236 имеет порядок работы, соответствующий порядку работы цилиндров двигателя (1 – 4 – 2 — 5—3—6).
Порядок работы секций насоса двигателя ЯМЗ-238 отличается от порядка работы цилиндров этого двигателя.
Если порядок работы цилиндров двигателя 1—5—4—2—6—3—7—8, то секции насоса работают в последовательности 1-3-6-2-4-5-7-8.
Схемы соединений секций насоса с цилиндрами двигателей ЯМЗ-236 и ЯМЗ-238 показаны на рис. 5.
Соединительный патрубок впускных трубопроводов устанавливают так, чтобы фланец под воздухопровод компрессора был направлен к передней части блока цилиндров.
Патрубок крепят к фланцам впускных трубопроводов, предварительно положив на фланцы прокладки с сетками в сборе и резиновые прокладки и крепят его болтами с надетыми шайбами.
Маслоизмерительный щуп устанавливают в направляющую трубку, предварительно протерев его.
Затем устанавливают крышки го ловок цилиндров, которые крепят винтами на одну — две нитки и снимают двигатель со стенда.
Устанавливают заглушки на технологические отверстия и крепят болтами.
Под заглушки необходимо установить картонные прокладки.
Приработку и испытания двигателей после ремонта выполняют на стендах СТЭ-160-1500 с электротормозами.
На этих стендах можно испытывать двигатели ЯМЗ-236 и ЯМЗ-238 всех модификаций.
Характеристики электротормозов для испытательных стендов приведены в таблице.
| Характеристики электротормозов | ||
| Показатель | Электротормоз | |
| АКБ-104-4 | АК-102-4 | |
| Мощность, кВт | 160 | 160 |
| Синхронная частота вращения, мин-1 | 1500 | 1500 |
| Крутящий момент, Нм (кгсм) | 1070 (107) | 1100 (110) |
| Предельная частота вращения коленчатого вала двигателя при работе в генераторном режиме с номинальным крутящим моментом, мин-1 | 3000 | 2500 |
Стенд для приработки и испытания двигателя должен иметь оборудование, необходимое для измерения мощности двигателя, частоты вращения коленчатого вала, часового расхода топлива, температуры воды, выходящей из двигателя (из правой и левой водяных труб), температуры масла в поддоне двигателя, давления масла в магистрали, угла опережения впрыска топлива в градусах угла поворота коленчатого вала.
Замер расхода топлива должен производиться на весах с пределом измерения до 15 кг, отсчет времени ведется по секундомеру с ценой деления 0.1 с; замер частоты вращения — ручным тахометром или тахотоскопом с ценой деления не более 10 мин.
Емкость расходного бачка должна быть 10 – 12 л, уровень дна мерного бачка – не ниже 500 мм от оси входного отверстия топливоподкачивающего насоса, внутренний диаметр подводящего и отводящего топливопроводов – не менее 8 мм.
Топливопроводы не должны касаться мерного бачка и должны быть погружены в топливо на глубину не более ⅓ высоты бачка от его днища.
На погруженном конце топливопровода, отводящего топливо от двигателя, устанавливают отражатель, препятствующий прямому направлению струи топлива на днище бачка и способствующий выравниванию температуры топлива в бачке.
Двигатель, устанавливаемый на стенд, должен быть полностью укомплектован (за исключением крыльчатки вентилятора, генератора, компрессора).
Приработка и испытание двигателя производится на дизельном топливе марки «Л».
На время приработки в поддон двигателя, корпус ТНВД и корпус регулятора заливают дизельное масло до верхних меток указателей уровня масла.
В воздушные фильтры заливается дизельное масло в количестве 1,6 л для двигателя ЯМЗ-236 и 1,4 л для двигателя ЯМЗ-238.
Температуру масла поддерживают при помощи технологических масляных радиаторов (в начале обкатки не ниже 50˚ С).
Приработка и испытание двигателя производится на специальных режимах и включают в себя холодную и горячую обкатку, контрольную приемку.
Холодная обкатка двигателя
Перед пуском стенда коленчатый вал необходимо несколько раз провернуть вручную, чтобы убедиться в исправности двигателя и в правильной его установке на стенде, проверить и при необходимости отрегулировать тепловые зазоры в клапанном механизме.
В процессе обкатки проверяется давление масла в системе, подача масла к подшипникам коромысел и герметичность уплотнения форсунок в головках цилиндров.
Стетоскопом прослушиваются шумы и стуки распределительных шестерен, шатунных и коренных подшипников, поршневых пальцев и поршней.
При обнаружении дефектов обкатка должна быть прекращена, а после устранения продолжена.
Режим холодной обкатки приведен в таблице.
По окончании холодной обкатки рекомендуется сменить масло в поддоне двигателя и промыть масляные фильтры.
Для промывки ротора центробежного фильтра отвертывают гайку 3 (см. рис. 6) колпака фильтра, снимают колпак 1 и ротор в сборе.
Ротор разбирают, удаляют с колпака 10 и ротора 11 осадок, промывают их В дизельном топливе.
Фильтр собирают в обратной последовательности, проверив состояние прокладки 15, чистоту отверстий сопел 22, состояние шайбы 2 и положение сетки 8.
Для промывки фильтра грубой Очистки масла нужно слить масло из Корпуса фильтра через отверстие, закрытое пробкой 2 (см. рис. 7), отвернуть болт 11 крепления колпака Фильтра, снять колпак 7, верхнюю крышку 8и фильтрующий элемент 5.
Снятый с двигателя фильтрующий элемент помешают на 3 ч в ванну с растворителем (бензином или четыреххлористым углеродом).
Через 3 ч элемент промывают мягкой волосяной щеткой, ополаскивают в чистом бензине или четыреххлористом углероде и продувают сжатым воздухом.
На время промывки устанавливаются технологические сменные фильтрующие элементы.
| Режим холодной обкатки двигателей | ||
| Частота вращения коленчатого вала, мин-1 | Продолжительность обкатки двигателя, мин | |
| ЯМЗ-236, ЯМЗ-238, ЯМЗ-2З8А, ЯМЗ-238Г, ЯМЗ-238К | ЯМЗ-238И | |
| 600 | 10 | 10 |
| 800 | 10 | 15 |
| 1000 | 5 | 15 |
| 1500 | 5 | — |
| Всего | 40 | 40 |
Автомобили, на которые устанавливались ЯМЗ-236 и ЯМЗ-238 [ править | править код ]
- МАЗ-500 (1965—1990). ЯМЗ-236 (180 л.с.).
- МАЗ-503 (1965—1977). ЯМЗ-236 (180 л.с.).
- МАЗ-504 (1965—1982). ЯМЗ-236 (180 л.с.).
- МАЗ-509 (1966—1990). ЯМЗ-236 (180 л.с.).
- МАЗ-516 (1973—1980). ЯМЗ-236 (180 л.с.).
- МАЗ-5335 (1977—1990). ЯМЗ-236 (180, 300 л.с.).
- МАЗ-5549 (1977—1990). ЯМЗ-236 (180 л.с.).
- МАЗ-5551 (с 1985). ЯМЗ-236 (180 л.с.).
- МАЗ-5432 (с 1981). ЯМЗ-238 (240, 250, 280, 300, 330, 360, 425 л.с.), ЯМЗ-236 (180 л.с.).
- МАЗ-5516 (с 1995). ЯМЗ-238 (400 л.с.).
- МАЗ-6422 (с 1978). ЯМЗ-238 (320, 330, 360, 425 л.с.).
- Урал-4320 (с 1993). ЯМЗ-236 (230 л.с.), ЯМЗ-238 (300 л.с.).
- КрАЗ-255 (1967—1994). ЯМЗ-238 (240 л.с.).
- КрАЗ-6443 (с 1992). ЯМЗ-238 (330 л.с.).
- КрАЗ-6322 (с 1994). ЯМЗ-238 (330 л.с.).
- Урал-5323 (с 1989). ЯМЗ-238 (300 л.с.).
- КамАЗ-5320 (1976—2000).
- ЛиАЗ-5256.30 (2001—2004). ЯМЗ-236НЕ2 (230 л.с.).
- МАЗ-104.Х25 (2004—2005). ЯМЗ-236НЕ2 (230 л.с.).
Горячая обкатка двигателя
Перед пуском двигателя необходимо отрегулировать угол опережения впрыска топлива.
Для этого проверяют взаимное положение меток на муфте опережения впрыска топлива и ведущей полумуфте валика привода топливного насоса (метки должны быть с одной стороны);
— снимают трубку высокого давления первой секции ТНВД;
— на штуцер первой секции насоса устанавливают моментоскоп.
Убедившись, что скоба регулятора находится в положении включенной подачи топлива, прокачивают топливом систему питания двигателя ручным подкачивающим насосом в течение 2—3 мин и вращают коленчатый вал двигателя по часовой стрелке (если смотреть со стороны вентилятора) до появления топлива в стеклянной трубке.
Вращать коленчатый вал можно за болт крепления шкива коленчатого вала или ломиком за отверстия в маховике при снятой крышке люка картера маховика.
Далее выливают излишки топлива из стеклянной трубки, встряхнув ее пальцем, провертывают коленчатый вал против хода примерно на 118 оборота и, медленно проворачивая коленчатый вал по часовой стрелке, внимательно следят за уровнем топлива в стеклянной трубке.
В момент начала движения уровня топлива в трубке прекращают вращение вала и проверяют взаимное расположение меток:
— риска на шкиве коленчатого вала должна находиться против риски с цифрой 20 на крышке 1 шестерен распределения (рис. 8, а) или риска с цифрой 20 на маховике 4 совпадать с указателем 3 на картере маховика (рис. 8, б).
У двигателя ЯМЗ-238К регулировочные риски совмещают с риской 14.
Если в момент начала движения топлива в трубке риски еще не совместились, необходимо, ослабив болты, развернуть муфту валика привода на ее фланце против направления ее вращения, затянуть болты крепления и вновь проверить установку угла опережения впрыска.
Несовпадение рисок должно быть не более одного деления.
Если в момент начала движения топлива в трубке риска уже прошла совмещенное положение, муфту валика привода необходимо развернуть по направлению ее вращения.
Смещение муфты валика привода относительно ее фланца на одно деление соответствует четырем делениям на маховике или крышке шестерен распределения.
После пуска двигателя проверяют герметичность всех соединений топливной системы двигателя.
Температура выходящей из двигателя воды должна быть 75 – 95˚ С, при этом разность температур воды, выходящей из правой и левой труб не должна превышать 5˚ С.
Температуру в указанных пределах рекомендуется поддерживать при помощи технологического радиатора.
Давление масла в магистрали при температуре 80 – 90˚ С должно быть 0,5 – 0,7 МПа (5 – 7 кгс/см2) при номинальной частоте вращения коленчатого вала и не менее 0,1 МПа (1 кгс/см2) при частоте вращения 500 мин-1.
Выбрасывание и течь масла, воды и топлива, а также прорыв газов в местах соединений не допускаются.
Признаками брака не являются потение, образование масляных пятен и отдельных капель в местах сальниковых уплотнений, с падением не более одной капли в течением 5 мин, при любом режиме работы двигателя;
— легкое потение без каплеобразования в местах разъемов и соединений;
— выделение масла и конденсата через отводящую трубку системы вентиляции картера в количестве не более двух капель в 1 мин при номинальной частоте вращения коленчатого вала;
— выделение топлива через дренажную трубку форсунок в виде капель, а также смеси топлива и масла из дренажной трубки корпуса ТНВд;
— выделение воды и смазки из дренажного отверстия водяного насоса не более одной капли в 3 мин, а также капель воды при остановке двигателя;
— незначительное потение без каплеобразования масла через микропоры на кольцевом ребре головки цилиндров.
Допускается выделение в период обкатки из выхлопной трубы отдельных капель топливно-масляной смеси.
Горячая обкатка двигателей производится на режимах, приведенных в таблице
Замена прокладки ГБЦ МАЗ
Момент затяжки гбц лада приора 8 и 16 клапанов своими руками
Не рискуйте своим двигателем – если вовремя не сделать замену изделия, может возникнуть поломка других деталей.
Ниже вы увидите небольшой отчет по проделанной работе одно из владельцев белорусского автомобиля МАЗ.
Итак, как и описывали выше, о поломке прокладки ГБЦ ДВС на МАЗ указывала течь тосола.
- выполнили слив жидкости;
- демонтировали клапанную крышку и трубопроводы;
- сняли обратку.
Для замены прокладки ГБЦ МАЗ открутили гайки, которыми закреплены оси коромысел. Только после этого перешли к демонтажу самих коромысел, штанги.
Работали с прокладкой ГБЦ Евро 3 недолго.
Однако замена требовала соблюдения одно правила – когда вы откручиваете головку, запомните направление. При затяжке используйте это же направление.
На фото ниже запечатлен процесс снятия головки.
После покупки прокладки ГБЦ 260 или 240 начинаем сборку в обратном порядке.
Для удобства прикрепляем схему, на которой изображена последовательность затяжки головки.
После правильной сборки и замены прокладка ГБЦ ДВС на МАЗ не должна греться и быстро изнашиваться.
Но мы рекомендуем вам на всякий случай возить запасную, на всякий случай.
Если вы не знаете, как правильно выбрать и купить прокладку головки блока цилиндров МАЗ, звоните, мы все подскажем.
В нашем каталоге найдете только качественные детали по приятным ценам.
И напоследок – интересное видео по шлифовке ГБЦ.
В гаражных условиях повторить нереально : )
Контроль величины зазоров тепловых компенсаторов
Согласно рекомендациям завода производителя, регулировка должна производиться при увеличенном размере на 0, 25 мм. Наиболее точный замер зазоров можно произвести в момент такта сжатия. Для этого проворачиваем коленвал. Впускной клапан на первом цилиндре должен закрыться. Торец, который работает в связке с коромыслом примет верхнюю точку. После этого нужно на 120 градусов прокрутить коленвал. Это позволит провести точный замер сразу двух клапанов.
Определение номера цилиндра
Нужно встать перед мотором с передней части автомобиля. Первый цилиндр находится слева. В противоположной стороне находится пятый цилиндр. Коленчатый вал можно прокручивать посредством специального воротка или с помощью накидного ключа. Размер зазора определяется при помощи щупа. Он должен без проблем входить между верхней частью клапана и нижней точкой коромысла. Если щуп, имеющий толщину измерительного листа 0,25 мм помещается свободно, а при размере 0,30 мм протолкнуть измерительный лист не получается, то необходимый зазор выставить не получится.
Перед регулировкой рычаги коромысла должны быть прижаты.
- В цилиндрах с первого по четвертый выпускные клапаны должны быть прижаты к торцу оси.
- Впускные клапаны должны прижаты к упорной шайбе.
- В пятом, шестом, седьмом и восьмом цилиндрах прижимание деталей производится наоборот.
Процесс регулировки клапанов на МАЗе ЯМЗ 238
В случае если размер зазора не соответствует норме, необходимо провести следующие действия.
- Для начала откручиваем гайку на регулировочном винте. Она располагается на коромысле. После этого между закрывающимся клапаном и коромыслом вставляется щуп заданного размера.
- Далее, нужно отверткой провернуть винт до тех пор, пока не будет создан необходимый зазор. Чтобы избежать дальнейшее проворачивание винта, стоит аккуратно зажать гайку.
- Если при проверке величины зазора обнаружится несоответствие размера норме, то необходимо провести вышеописанные действия. Регулировка клапанов имеет свой порядок, который нельзя нарушать. Настройка проводится с пятого цилиндра. Далее, четвертый, второй, шестой, третий, седьмой, восьмой. При этом впускное отверстие цилиндра должно быть закрыто.
- В конце проводится повторная проверка зазоров на каждом цилиндре. Ввиду возможного наличия неточностей размеров деталей на МАЗе, допускается отклонение от нормы не более 0,35 мм.
После проведения настройки клапанов на ЯМЗ-238 рекомендуется произвести запуск силового агрегата. Отсутствие посторонних звуков, вибраций и шумов говорит о правильности настройки
Также важно обратить внимание на состояние прокладки ГБЦ. Если она имеет неудовлетворительное состояние, нужно провести ее замену. Конечной операцией будет установка крышки головки блок на место
При появлении через небольшой период времени посторонних шумов в работе V-образного двигателя ЯМЗ необходимо отрегулировать систему повторно. Она должна проводится в точной последовательности мероприятий, описанных выше
Конечной операцией будет установка крышки головки блок на место. При появлении через небольшой период времени посторонних шумов в работе V-образного двигателя ЯМЗ необходимо отрегулировать систему повторно. Она должна проводится в точной последовательности мероприятий, описанных выше.
Работы по настройке ГРМ являются ответственным мероприятием, от которого зависит исправность и надежность работы мотора. Настройку должен проводить специалист, имеющий практические навыки и умения. Неправильная настройка может привести не только к потере мощности двигателя, но и к выходу из строя элементов силового агрегата.
Как затягивать коренные вкладыши и вкладыши шатунов
Итак, с учетом вышесказанного становится понятно, что момент затяжки коренных и шатунных вкладышей крайне важен. Теперь перейдем к самому процессу сборки.
- Прежде всего, в постели коренных шеек устанавливаются коренные вкладыши. Необходимо учитывать, что средний вкладыш отличается от других. Перед установкой подшипников удаляется смазка-консервант, после чего на поверхность наносится немного моторного масла. После этого ставятся крышки постелей, после чего осуществляется затяжка. Момент затяжки должен быть таким, который рекомендован для конкретной модели силового агрегата. Например, для моторов на модели ВАЗ 2108 этот показатель может быть от 68 до 84 Н·м.
- Далее производится установка вкладышей шатунов. Во время сборки необходимо точно установить крышки на места. Указанные крышки промаркированы, то есть их произвольная установка не допускается. Момент затяжки шатунных вкладышей немного меньше по сравнению с коренными (показатель находится в рамках от 43 до 53 Н·м). Для Lada Priora коренные вкладыши затягиваются с усилием 68.31-84.38, а шатунные подшипники имеют момент затяжки 43.3-53.5.
Следует отдельно добавить, что указанный момент затяжки предполагает использование новых деталей. Если же речь идет о сборке, при которой используются бывшие в употреблении запчасти, тогда наличие выработки или других возможных дефектов может привести к отклонению от рекомендуемой нормы. В этом случае при затяжке болтов можно отталкиваться от верхней планки рекомендуемого момента, который указан в техническом руководстве.