- Главная
- Медиа-центр
- Статьи
- Порядок затяжки ГБЦ ЗИЛ-130
Меню
- Новости
- Статьи
- Видеоматериалы
- Фотоматериалы
- Публикация в СМИ
- 3D-тур
29.01.2021
Указанный в инструкции по эксплуатации порядок затяжки ГБЦ ЗИЛ-130 — не пустая прихоть разработчиков. Пренебрежение требованиями технического регламента становится причиной возникновения серьезных, подчас неустранимых неисправностей. Зная это, квалифицированные специалисты, занимающиеся обслуживанием двигателей внутреннего сгорания, используют в процессе ремонта только информацию, взятую из достоверных источников.
Установка прокладки головки блока
Установка головки блока начинается с установки прокладки. Прокладка не должна быть жесткой (высохшей). Она должна сдавливаться при притягивании головки. Поставить прокладку можно в неправильном положении. В прокладке имеется отверстие под масляный канал. Через который давление масла передается от распределительного вала к валу коромысел. Это отверстие смещено относительно оси симметрии головки. При установке прокладки ГБЦ необходимо совместить отверстие масляного канала с отверстием на прокладке ГБЦ.
Замена прокладки ГБЦ своими руками: инструкция с фото и видео
Современный автомобиль — апофеоз технического оборудования. Однако любое автомобильное оснащения состоит из мелких деталей, которые могут сломаться, стереться, расшататься в любой момент, особенно в машинах, которым уже несколько лет.
Одной из таких «мелких» деталей является прокладка ГБЦ. Несмотря на то, что она кажется не столь важной деталью, её поломка может «убить» двигатель. Информация о том, когда нужно её заменить, как это сделать и какие могут быть последствия её поломки, будет полезна для любого автомобилиста, как начинающего, так и с многолетним стажем.
Оглавление:
Установка ГБЦ ЗИЛ 130
Установка Гбц ЗИЛ 130 затрудняется тем что вал коромысел притягивается болтами крепления головки блока. Перед тем как устанавливать головку блока необходимо проверить ее плоскость прилежания к блоку двигателя. Для зил 130 это актуальная проблема. Головки очень часто ведутся. Виной в основном перегрев. Мотор очень надежный и водители забывают следить за уровнем охлаждающей жидкости. Чугунный блок при перегреве легко деформирует алюминиевые головки. И если головка снята из за того что прогорела прокладка обязательно требуется проверить плоскость головки на возможную деформацию. Если имеется даже незначительный дефект, головку притянуть не получится. Из под неё будет утекать охлаждающая жидкость.
При установке головка должна сесть на направляющие втулки. Которые выходят из блока двигателя. После того как гбц плотно села на свое место. Требуется установить штанги толкателей коромысел. Перед установкой следует проверить штанги, что бы они не были гнутыми. Штанги с дефектами следует заменить. Править и ставить их на место не нужно. Исправленная штанга снова погнется. Лучше заменить её на новую.
При установке вала коромысел. Необходимо максимально вкрутить регулировочные винты в коромысла. Чтобы при затягивании головки не было сопротивления пружин клапанов. Вал должен притягиваться равномерно. При односторонней затяжке он может лопнуть.
крепежные болты головки имеют разные размеры. Самые короткие прикручиваются в нижнем ряду. Самые длинные прикручиваются совместно с валом коромысел. Средние ряды также прикручены разными по длине болтами их легко отличить.
Порядок затяжки ГБЦ Зил 130
Вероятные поломки
При нагреве до рабочей температуры алюминиевый сплав, из которого изготавливаются головки блока цилиндров V-образного восьмицилиндрового мотора, используемого на грузовиках популярной модели, расширяется. Если порядок и момент затяжки ГБЦ ЗИЛ-130 не соблюден, это может стать причиной прогорания прокладки головки блока, образования трещин в стенках цилиндров, каналов смазки, рубашки охлаждения. Как следствие, возникают предпосылки для утечки охлаждающей жидкости и ее попадания внутрь:
Возможно и обратное. В отдельных случаях отработавшие газы или моторное масло попадают в систему охлаждения, ухудшая отвод тепла, и двигатель перегревается. Чтобы этого не происходило, необходимо соблюдать порядок затяжки головки ЗИЛ-130, закручивая болты с усилием, оговоренным в технической спецификации.
Момент затяжки ГБЦ Зил 130
Первый этап головки протягиваются с небольшим усилием. Достаточным для того чтобы равномерно прижать головку к прокладке. Штанги толкателей должны попасть в пазы регулировочных винтов. Их необходимо направить на свои места.
Второй этап головки притягиваются уже при помощи динамометрического ключа момент затяжки ГБЦ Зил 130 равен 50-60. Нм. Соблюдая порядок протяжки. Прокладку необходимо равномерно сдавить. Поэтапное протягивание позволяет делать это более правильно.
Третий этап окончательная протяжка. По схеме протяжки. Момент затяжки ГБЦ Зил 130 равен 90-110 Нм. При температуре окружающего воздуха выше 20 градусов затяжку следует производить по верхнему пределу. После того как головка будет окончательно притянута следует произвести регулировку клапанов. По этой ссылке предъявлена подробная инструкция регулировки клапанов.
Если проводился капитальный ремонт двигателя клапана необходимо отрегулировать перед установкой мотора на автомобиль. Потому что ни могут быть затянуты или отпущены. Это может привести к поломке системы ГРМ. И возможно двигатель вообще не сможет завестись. Тем более что регулировать клапана на установленном двигателе не так удобно. Окончательную регулировку делать всё равно придется. Но после того как двигатель поработает какое то время. Нагреется до рабочей температуры. Это даст возможность вымыть из под трущихся поверхностей частицы абразива, мелких частиц песка и стружки. Окончательная регулировка проводится на остывшем двигателе.
Источник
Конструктивные особенности ДВС
Силовой агрегат, устанавливаемый на грузовые автомобили ЗИЛ-130 разных модификаций, надежен и неприхотлив. Особенностями традиционной для шестидесятых годов двадцатого века компоновки являются:
Порядок и момент затяжки ГБЦ ЗИЛ-130 определены при выполнении расчетов и подтверждены в ходе натурных испытаний.
Перечисленные технические решения хорошо зарекомендовали себя на практике. Разработчикам завода имени Лихачева удалось создать надежный и неприхотливый силовой агрегат, пробег которого, до капитального ремонта, составляет 500 тыс. км и более. Но это не означает, что выпускавшийся с 1962 по 2010 год движок стерпит откровенно варварское обращение. Порядок затяжки ГБЦ ЗИЛ-130 необходимо соблюдать для сохранения ресурса двигателя и достижения расчетных характеристик.
Моменты затяжек двигателя зил 130
Блок цилиндров двигателя — чугунный, со вставными мокрыми гильзами из серого чугуна, с кислотоупорной вставкой в верхней части. Для уплотнения верхней части гильзы бурт гильзы зажат между блоком и головкой блока с асбостальной прокладкой, нижняя часть уплотнена двумя резиновыми кольцами.
Головки блока цилиндров — из алюминиевого сплава, со вставными седлами и направляющими клапанов. Между блоком и головками установлены прокладки из асбостального полотна. Каждая головка блока прикреплена к блоку цилиндров семнадцатью болтами. Отверстия в блоке цилиндров под болты цекуются. Следует помнить, что четыре болта крепления оси коромысел являются также и болтами крепления головки блока цилиндров и входят в указанные выше семнадцать болтов.
Рекламные предложения на основе ваших интересов:
Болты крепления головок к блоку необходимо затягивать специальным динамометрическим ключом, позволяющим контролировать момент затяжки, так как алюминиевая головка блока при нагреве увеличивается в высоту больше, чем стальные болты, крепящие ее. При прогреве двигателя затяжка головок блока увеличивается, при охлаждении — уменьшается, поэтому болты крепления головок должны быть затянуты на холодном двигателе. Момент затяжки должен составлять 90—110 Н • м (9—11 кгс • м), причем при температуре двигателя около 0° С момент затяжки болтов должен быть ближе к нижнему пределу 90 Н • м (9 кгс • м), а при температуре от + 20 до + 25° С —• ближе к верхнему пределу 110 Н • м (11 кгс • м). Запрещается подтягивать болты крепления головок блока цилиндров при температуре
Поршневые пальцы — плавающие, фиксируются в поршне двумя стопорными кольцами. Пальцы изготовляют с высокой точностью и подбирают к поршням и шатунам, сортируя на четыре группы по наружному диаметру. Обозначение группы наносят краской на поршне — на внутренней поверхности (на одной из бобышек), на шатуне —. на наружной цилиндрической поверхности малой головки, на пальце — на внутренней поверхности.
При сборке палец, поршень и шатун комплектуют из деталей только одной группы. Во избежание задиров на сопряженных поверхностях сборка пальца с поршнем должна проводиться при нагреве поршня до температуры 55 °С. Нагревать поршни надо только в жидком и чистом масле.
Поршневые кольца устанавливают по четыре на каждом поршне: три компрессионных и одно маслосъемное. Два верхних компрессионных кольца хромированы по наружной цилиндрической поверхности.
Наружная поверхность нижнего компрессионного кольца выполнена конической; большее основание конуса обращено вниз. Компрессионные кольца устанавливают так, чтобы выточка на внутренней цилиндрической поверхности колец была обращена вверх, как это показано на рис. 4. Маслосъемное кольцо состоит из двух плоских стальных колец и двух расширителей — осевого и радиального.
При установке поршня в цилиндр двигателя плоские кольцевые диски нужно устанавливать так, чтобы их замки были расположены под углом 180° один к другому. При этом замки осевого и радиального расширителей должны быть расположены (каждый) под углом 120” к ним.
Поршневые кольца в свободном состоянии имеют сложную форму, позволяющую обеспечить наиболее выгодное распределение давления кольца на стенку гильзы, что увеличивает срок службы кольца. При установке колец на поршень их стыки (замки) должны быть расположе-ны под углом 90° один к другому. Конструкция и технология изготовления поршневых колец двигателей ЗИЛ при своевременном техническом обслуживании автомобиля обеспечивают работу двигателя до его капитального ремонта без смены колец. Преждевременная необоснованная смена поршневых колец приводит к сокращению ресурса Двигателя. Прежде чем принять решение о замене поршневых колец или сдаче двигателя в капитальный ремонт, надо устранить все внешние течи масла, промыть фильтр системы вентиляции картера, а также очистить от отложений трубку и клапан и следить за расходом масла На угар.
При выявлении необходимости замены поршневых колец или отправки двигателя в капитальный ремонт следует пользоваться специальным диагностическим оборудованием (компрессометром, прибору К69-А и др.).
Для повышения срока службы двигателя следует применять рекомендуемые руководством сорта топлива и моторного масла, своевременно промывать фильтрующие элементы воздушного фильтра и фильтра вентиляции картера, а также очищать трубку, клапан вентиляции картера, центробежный маслоочиститель.
Шатуны — стальные, двутаврового сечения. В нижней головке шатуна установлены сталеалюминиевые тонкостенные вкладыши толщиной 21о!о22 мм. В верхнюю головку шатуна запрессована бронзовая втулка.
Вкладыши изготовлены с высокой точностью и при установке не требуют шабрения, подпиливания стыков или применения прокладок. Эти операции при тонкостенных вкладышах не допускаются.
При установке на двигатель поршня в сборе с шатуном стрелка на днище должна быть всегда обращена в сторону переднего конца коленчатого вала. В комплекте поршень — шатун в сборе, предназначенном для левой группы цилиндров, метка 11 на стержне шатуна и стрелка 8 на днище поршня должны быть обращены в одну сторону, а в комплекте для правой группы цилиндров — в разные стороны.
Затягивать гайки болтов шатуна необходимо динамометрическим ключом; момент затяжки равен 56—62 Н-м (5,6—6,2 кгс-м). Проверять и в случае необходимости подтягивать гайки болтов шатуна необходимо каждый раз при снятии поддона картера.
Коленчатый вал — стальной, с закаленными шейками, пятиопорный, с каналами для смазывания (рис. 5) и полостями для очистки масла. Полости закрыты пробками с внутренним шестигранником под ключ. Момент затяжки пробок должен составлять не менее 30 Н-м (3 кгс-м). Пробка может выступать из вала не более чем на высоту фаски. Полости следует очищать после 100 000 км пробега, при замене шатунных и коренных вкладышей, а также при ремонте двигателя.
Болты крышек коренных подшипников нужно затягивать динамометрическим ключом. Момент затяжки должен быть равен 110— 113 Н • м (11—13 кгс • м). Проверять и в случае необходимости затягивать болты крышек коренных подшипников надо каждый раз при снятии масляного поддона. При изнашивании вкладышей шатунных или коренных подшипников обязательно одновременно заменять обе половины вкладышей. На передней коренной шейке в проточке блока цилиндров устанавливают две сталеалюминиевые упорные шайбы в виде двух полуколец, предохраняющие вал от осевых перемещений,
Коленчатый вал динамически сбалансирован в сборе с маховиком и сцеплением. Момент затяжки болтов крепления маховика на фланце коленчатого вала должен быть равен 140—150 Н • м (14—15 кгс • м).
Маховик — чугунный, со стальным зубчатым венцом для пуска двигателя от стартера, прикреплен к фланцу заднего конца коленчатого вала шестью болтами. При сборке маховика с коленчатым валом надо иметь в виду, что одно из отверстий крепления маховика смещено на 2°. При креплении маховика к фланцу коленчатого вала следует равномерно затягивать гайки. Необходимо следить за тщательностью шплинтовки болтов крепления маховика. Шплинт должен плотно облегать торец болта.
Распределительный вал — стальной, с закаленными кулачками и шестерней привода распределителя зажигания, приводится во вращение парой зубчатых колес. Распределительный вал установлен на пяти опорах, снабженных втулками из биметаллической ленты. Для правильной взаимной установки зубчатых колес коленчатого вала и распределительного вала нужно поставить их так, чтобы метки находись на одной прямой, соединяющей центры.
Клапаны — верхние, расположены в головке блока цилиндров в один ряд, наклонно к оси цилиндров, приводятся в движение от распределительного вала через штанги, толкатели и коромысла. Клапаны изготовлены из жаростойкой стали; угол рабочей фаски седла впускного клапана 30°, выпускного 45°; стержень выпускного клапан имеет отверстие, заполненное натрием.
Выпускные клапаны для повышения срока их службы принудительно поворачиваются во время работы двигателя специальным механизмом. Механизм для поворачивания выпускного клапана показан на рис. 7.
При появлении стуков в клапанном механизме необходимо проверить и, если требуется, отрегулировать зазоры между клапанами и коромыслами, которые должны быть в пределах 0,25—0,3 мм (для впускных и выпускных клапанов). Регулирование зазоров в клапанном механизме осуществляется на холодном двигателе регулировочным винтом с контргайкой, расположенным в коротком плече коромысла.
Для регулировки зазора в клапанном механизме нужно установить поршень первого цилиндра в верхнюю мертвую точку ( ВМТ ) такта сжатия. При этом отверстие на шкиве коленчатого вала должно находиться под меткой «ВМТ» на указателе установки момента зажигания, расположенном на датчике ограничителя максимальной частоты вращения коленчатого вала.
Длительная работа двигателя с неправильными зазорами может привести к преждевременному износу деталей клапанного механизма, обгоранию клапанов, износу коромысел, опорных поверхностен толкателей и кулачков распределительного вала.
При любой разборке двигателя, прошедшего более 70 тыс. км, необходимо проверять состояние возвратных пружин и шариков механизма для поворачивания выпускного клапана.
При обнаружении на витках пружины следов изнашивания пружину необходимо повернуть изношенным участком вниз. При сборке механизма для поворачивания клапана надо обратить внимание на правильность установки шариков и пружин; пружины должны быть расположены позади шарика относительно выбранного направления вращения.
Толкатели клапанов — стальные, пустотелые. Для повышения надежности пары кулачок — толкатель на торец толкателя наплавлен специальный чугун. В нижней части толкателя просверлены отверстия для смазывания.
Впускной трубопровод — из алюминиевого сплава, общий для обоих рядов цилиндров, расположен между головками блока и снабжен жидкостной полостью для подогрева смеси. Момент затяжки гаек крепления впускного трубопровода к головке блока цилиндров должен быть в пределах 15—20 Н-м (1,5—2 кгс-м). Гайки нужно затягивать равномерно, последовательно, крест-накрест.
Выпускные газопроводы — чугунные, по одному с каждой стороны блока.
Источник
Снятие силового агрегата
Для обеспечения лучшего доступа к узлам автомобиля снизу (при снятии силового агрегата) рекомендуется автомобиль устанавливать на смотровую яму, над которой имеется подъемное устройство. Вес силового агрегата в сборе без заправки составляет 640 кГ, и поэтому для его снятия необходимо иметь подъемное устройство грузоподъемностью не менее 1 т; высота до крюка должна быть не менее 2 м.
Перед снятием силового агрегата с автомобиля необходимо слить воду из системы охлаждения, желательно также слить смазку из картеров двигателя и коробки передач. Слив воды производится через три сливных крана. При разборке мелкие детали рекомендуется укладывать в отдельную тару, а при отъединении проводов от приборов электрооборудования винты и гайки ввертывать от руки на свое место.
Перед снятием силового агрегата надо выполнить следующие подготовительные работы. Снять крышку люка гнезда аккумуляторной батареи и освободить плюсовую клемму батареи, снять провод стартера, у автомобиля ЗИЛ-131 отключить массу выключателем.
Поднять капот двигателя и отъединить провода от приборов и переходных колодок, снять крышку и ротор с прерывателя-распределителя.
Ослабив винты стяжных хомутов, снять шланги водяного и масляного радиаторов. Снять трубопровод со шлангами отопителя.
Отъединить трос привода жалюзи и вынуть его вместе с оболочкой из отверстия передней стенки кабины.
Освободить и снять облицовку радиатора.
Отвернуть гайку крепления радиатора.
снять радиатор вручную или при помощи приспособления K3-0355 (рис. 1, а), снять резиновые подушки с распорной втулкой.
Отъединить привод карбюратора и сиять: тягу ножного привода, трос ручного привода дросселя и трос ручного привода воздушной заслонки.
Отъединить и снять: трубопровод, отводящий сжатый воздух от компрессора; трубопровод регулятора давления; трубопровод, подводящий топливо к топливному насосу.
Отъединить шланги высокого и низкого давления от корпуса насоса гидроусилителя рулевого управления.
Отъединить привод рулевого механизма, снять карданный вал рулевого управления.
Отъединить от выпускного трубопровода приемные трубы глушителя, отогнув стопорные шайбы и отвернув гайки.
Снять крышку люков пола кабины, отвернув болты крепления.
Снять картер рычага коробки передач с прокладкой в сборе с рычагом, отвернув болты крепления картера.
Закрыть отверстие в крышке коробки передач картонной крышкой, прикрепив се двумя болтами.
Отъединить привод спидометра, отвернув прижимную гайку штуцера.
Отъединить привод ножного тормоза, разъединив тягу с рычагом педали.
Отъединить привод ручного тормоза, действующий на тормоза прицепа.
Снять с коробки передач рычаг ручного тормоза, отвернув болты его крепления.
Отъединить от барабана ручного тормоза карданный вал, отвернув гайки его крепления.
Отъединить привод выключения сцепления, разъединив тягу и рычаг педали.
На автомобиле ЗИЛ-131 отъединить карданный вал от фланца ведомого вала коробки передач.
Отъединить привод и рычаг управления раздаточной коробки.
При наличии на автомобиле лебедки отъединить карданный вал коробки отбора мощности, снять крышку и рычаг привода.
Освободить болты крепления передней опоры и двух задних опор двигателя, а также крепление реактивной тяги.
Зацепить подъемным устройством (рис. 1, б) за скобы двигателя и осторожно, поднимая и выводя вперед, снять силовой агрегат с автомобиля.
Снятый силовой агрегат с автомобиля устанавливают на специальную тележку для транспортировки его на место разборки.
Источник
Механизмы двигателя
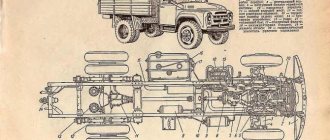
Двигатель ЗИЛ-130 представляет собой четырехтактный агрегат с восьмью цилиндрами, расположенными V-образно под углом 90˚. Двигатель карбюраторный. В ДВС применена водяная система охлаждения, циркуляция в системе принудительная.
Рис. 1. Двигатель ЗИЛ-130
Рис. 2. Подвеска двигателя: а – передняя опора; б – задняя опора; 1 – защитный колпак; 2 – болт крепления передней опоры; 3 – кронштейн передней опоры; 4 и 12 – болты крепления двигателя; 5 – передняя крышка блока цилиндров; 6 – верхняя подушка передней опоры; 7 – нижняя подушка передней опоры; 8 – шайба; 9 – распорная втулка; 10 – поперечина рамы; 11 – картер сцепления; 13 – болт крепления задней опоры; 14 – крышка; 15 – кронштейн задней опоры; 16 – башмак; 17 – подушка задней опоры; 18 – регулировочная прокладка
Отливают блок цилиндров из чугуна, вставные гильзы (применяются «мокрые» гильзы) также изготовлены из чугуна, в который включены ферритовые соединения. В верхней части БЦ находится изготовленная из специального чугуна вставка. Эта часть блока изнашивается быстрее. Для продления срока ее службы применяется запрессовка в ее тонкостенных кислотоупорных гильз (материал – чугун). Для обеспечения уплотнения гильзы в верхней ее части применяется асбостальная прокладка в ГБЦ. Прокладка помогает зажать бурт гильзы между блоком и ГБЦ. Два резиновых кольца обеспечивают уплотнение нижней части гильзы.
Материал для изготовления головки бока цилиндров со вставными седлами и направляющими клапанами – сплав алюминия. Между блоком и ГБЦ размещена асбостальная прокладка. Крепление каждой головки к блоку осуществляется болтами (всего их 17), предварительно производится цекование отверстий под них. Из общего числа крепежных болтов каждой ГБЦ четыре служат для фиксации оси коромысел и одновременно используются для крепежа ГБЦ.
Для подтягивания крепежа и контроля усилия затяжки используют динамометрический ключ. Это связано с разницей в расширении нагретого материала, из которых изготовлена головка блока (алюминий) и крепеж (сталь). Подтягивание крепежных болтов ГБЦ выполняется на двигателе в холодном состоянии. Так делается, потому что затяжка ГБЦ будет увеличиваться или уменьшаться в зависимости от того, повышается температура ДВС или уменьшается. При температуре двигателя:
После того, как крепежные болты ГБЦ подтянуты, требуется провести проверку и регулировку зазоров клапанов, если возникнет такая необходимость. Крепежные болты выпускных газопроводов подтягиваются вместе с затяжкой крепежных болтов ГБЦ.
На рис. 5 показано, как в два этапа осуществляется подтягивание крепежных болтов ГБЦ:
Рис. 5. Последовательность затяжки болтов крепления головки блока цилиндров
Так можно добиться, чтобы плоскости ГБЦ полностью прилегали к блоку. Сначала следует удалить отложения из водяных отверстий камеры сгорания, БЦ и ГБЦ, потом приступать к смене прокладок. У прокладки крышки ГБЦ поверхность рифленая. Для правильной установки рифленая поверхность должна смотреть на крышку ГБЦ. Требуется регулировать усилие для затяжки крепежных гаек крышки ГБЦ – он должен составлять от 0,5 до 0,6 кгс∙м (от 5 до 6 H∙м). Необходимо равномерно проводить затяжку.
Материал поршней − сплав алюминия, который покрывают оловом. Требуется контролировать соответствие гильзы и поршня. Ленту-щуп, у которой размеры составляют 200х10х0,08 мм, и поршень утапливают в цилиндр. Ленту с усилием протаскивают. Лента оказывается зажатой в цилиндре между его стенкой и поршнем, и для ее освобождения нужно приложить усилие. Прикладываемое для протаскивания ленты усилие необходимо измерить – его величина должна составлять от 2 до 3,5 кгс (20-35 H).
Фиксация плавающих поршневых палец в поршне делается с помощью двух стопорных колец. Точность изготовления поршневых пальцев очень высокая. Пальцы подбирают к шатунам и поршням. По внешнему диаметру проводят сортировку пальцев на разные группы (их всего четыре). В качестве критерия для сортировки используют именно внешний диаметр. Для того, чтобы указать принадлежность детали к определенной группе, на нее краской наносят соответствующее обозначение. Место нанесения такого обозначения:
При сборке могут использоваться только детали из одной группы. Для этого на каждой из них должна быть нанесена маркировка, показывающая принадлежность к этой группе. Следует помнить, что на сопряженных поверхностях деталей могут появиться задиры. Чтобы этого не допустить, поршни сначала помещают в масло, после чего нагревают до 55°С. Только после этого приступают к сборке поршня и пальца.
Количество устанавливаемых на каждый поршень колец – четыре, из них одно маслосъемное и три компрессионных. Отличие двух верхних компрессионных колец состоит в нанесенном покрытии из хрома. Хромированное покрытие нанесено на наружную цилиндрическую поверхность.
Нижнее из компрессионных колец отличается конической формой. Конус своим основанием смотрит вниз. Компрессионные кольца установлены правильно, если выточка, которая имеется на их внутренней цилиндрической поверхности, будет обращена вверх (рис. 6). Маслосъемное кольцо составное – это два стальных кольца, плоские по форме, а также два расширителя, осевой и радиальный.
Рис. 6. Поршень с шатуном: 1 – кольцевой диск маслосъемного кольца; 2 – осевой расширитель; 3 – радиальный расширитель; 4 – нижнее и среднее компрессионные кольца; 5 – верхнее компрессионное кольцо; 6 – стопорной кольцо; 7 – поршневой палец; 8 – стрелка на днище поршня; 9 – поршень; 10 – шатун; 11 – метка на стержне шатуна; 12 – бобышка на крышке шатуна
Стальные кольца плоской формы при монтаже поршня устанавливают таким образом, чтобы замки кольцевых дисков находились под углом 180° один по отношению к другому. Угол, под которым устанавливают замки обоих расширителей по отношению к замкам стальных дисков, должен составлять 120°.
При такой форме поршневых колец удается добиться оптимального распределения давления кольца, которое оно оказывает на стенки гильзы. Это помогает увеличить рабочий ресурс детали и дает возможность проводить смену колец, при условии своевременного прохождения ТО, только при проведении капремонта ДВС. До замены поршневых колец проводится проверка расхода масла на угар, для чего устраняются наружные масляные протечки, фильтр системы вентиляции картера промывается, на клапане удаляются отложения. Это необходимо сделать и до принятия решения о проведении капремонта ДВС. Если нет достаточных оснований для принятия решения о замене поршневых колец, проводить ее нельзя − это может привести к уменьшению ресурса ДВС.
Необходимость замены поршневых колец или отправки ДВС в капремонт определяется только после диагностики на специальном оборудовании.
Срок эксплуатации ДВС ЗИЛ-310 можно продлить, если:
Шатуны изготовлены из стали и имеют сечение в виде двутавра. В верхнюю головку детали запрессовывается втулка из бронзы. В нижнюю запрессовываются вкладыши. Вкладыши изготавливают из сплава алюминия и олова (их называют сталеалюминиевые), они тонкостенные.
Точность при производстве вкладышей в дальнейшем исключает необходимость прецизионного выравнивания их поверхности (шабрения) и стыков, а также использования прокладок. Более того, такие действия проводить запрещено.
При установке поршня и шатуна требуется соблюдение правил:
Усилие для подтягивания гаек болтов шатуна с помощью динамометрического ключа должно составлять от 5,6 до 6, 2 кгс∙м (от 56 до 62 H∙м). Проверка нужного усилия дополнительное подтягивание гаек проводится каждый раз, когда демонтируется картер поддона.
Коленвал пятиопорный, есть закаленные шейки. Изготовлена деталь из стали. В коленвале имеются каналы для смазывания (рис. 7). Предусмотренные полости для очистки масла закрывают пробки. В пробках предусмотрен внутренний шестигранник под ключ, который используется для откручивания. Усилие для их затягивания должно составлять минимум 3 кгс∙м (30 H∙м). Допустимый размер выступа детали над поверхностью коленвала – это высота фаски. Полости очищаются при проведении ремонтных работ. Чистку надо также проводить при замене шатунных и коренных вкладышей и когда пробег превысил 100 тыс. км.
Рис. 7. Коленчатый вал: 1 – противовес; 2 – пробка; 3 – полость для центробежной очистки масла
Есть взаимозаменяемость вкладышей коренных подшипников на всех опорах. Это не касается только задней опоры.
Материал, из которого изготовлен маховик − чугун. К фланцу коленвала он крепится 6 болтами. У маховика есть зубчатый венец, изготовленный из стали. С его помощью производится запуск ДВС от стартера. Смещение одного из отверстий крепления детали составляет 2° − это требуется учитывать при сборке с коленвалом. К фланцу коленчатого вала крепежные гайки маховика надо подтягивать с одинаковым усилием. Крепежные болты маховика должны быть хорошо зашплинтованы.
Распределительный вал изготавливается из стали. Имеются закаленные кулачки и шестерня привода распределителя зажигания. Распредвал пятиопорный. В опоры запрессованы втулки (они изготовлены из биметаллической ленты). С помощью двух зубчатых колес осуществляется привод распределительного вала. Правильной считается установка колес коленвала и распредвала, когда метки располагаются на прямой, которая соединяет центры этих колес (рис. 8).
Рис. 8. Положение меток на зубчатых колесах при установке фаз газораспределения
Материал для изготовления клапанов − жаростойкая сталь. Клапаны в один ряд расположены в ГБЦ под наклоном по отношению к оси цилиндров. Привод клапанов осуществляется от распредвала через штанги, толкатели и коромысла. Седла клапанов имеют рабочую фаску. Угол рабочей фаски у впускного клапана составляет 30°, у выпускного – 45°.
Для увеличения сока службы выпускных клапанов используется механизм принудительного поворачивания (рис. 9).
При возникновении стука в клапанном механизме проводится их проверка. При необходимости регулируются зазоры между клапанами и коромыслами. Установленные пределы зазоров для клапанов, как впускных, так и выпускных – от 0,25 до 0,30 мм. Регулировка зазоров проводится с помощью специального регулировочного винта с контргайкой. Регулировочный винт находится в коротком плече коромысла. Проводить регулировку можно только тогда, когда двигатель остыл.
Регулировка производится так – в верхнюю мертвую точку такта сжатия устанавливают поршень первого цилиндра. Эту точку называют также ВМТ. Необходимо установить отверстие на шкиве коленчатого вала под меткой ВМТ на указателе установки момента зажигания.
Установив в таком положении поршень первого цилиндра и отверстие на шкиве коленвала, проводится регулировка зазоров клапанов цилиндров:
| впускного и выпускного 1-го цилиндра | выпускного 4-го цилиндра |
| выпускного 2-го цилиндра | выпускного 5-го цилиндра |
| впускного 3-го цилиндра | впускного 7-го цилиндра |
| впускного 6-го цилиндра |
К регулировке оставшихся клапанов приступают, развернув коленвал на 360°.
Неисправности, которые могут появится, если ДВС длительное время работает с неправильно отрегулированными зазорами:
При разборке двигателя, пробег которого превышает 70 000 км, в обязательном порядке производится проверка состояния возвратных пружин и шариков механизма для поворачивания выпускного клапана.
При появлении износа на витках пружины, нужно развернуть деталь изношенной частью вниз. Необходимо правильно собирать механизм для поворачивания клапанов – в выбранном направлении вращения пружина устанавливается позади шарика.
Толкатели клапанов (они пустотелые) изготавливаются из стали. На торец детали наплавляется чугун – это повышает надежность пары кулачок-толкатель. В толкателе, в нижней части детали, детали высверливается отверстие, которое используется для смазывания.
Из чугуна изготавливаются выпускные трубопроводы. Они размещены с каждой стороны БЦ.
Последовательность действий и необходимые инструменты
Прежде чем приступать к работе, следует убедиться, что на сопрягаемых поверхностях отсутствуют загрязнения. Если детали ранее находились в эксплуатации, их следует очистить, используя специальный инструмент, растворители и моющие средства. Головку обязательно проверяют на плоскость и, если есть необходимость, шлифуют. После этого:
Чтобы развить необходимое усилие не повредив ответственные детали, рекомендуется использовать:
Тяните плавно, обеспечивая равномерный момент затяжки двигателя ЗИЛ-130. Рывки и ударные нагрузки недопустимы! Целесообразно выполнять все операции, закрепив мотор на специальном стенде. Но можно, если другого выхода нет, производить ремонт без снятия силового агрегата с автомобиля. Для удобства имеет смысл демонтировать крышку капота.
Причины проведения ремонта
Прежде чем приступить непосредственно к рассмотрению вопроса проведения капитального ремонта, стоит рассмотреть, по каким причинам он проводится. Итак, почему же выходит со строя двигатель ЗИЛ:
- Износ основных элементов, таких как — коленчатый вал или цилиндры силового агрегата. Это связано с работой и выработкой ресурса.
- Прогорание поршневого механизма вследствие воздействия времени, а также использования некачественного горючего.
- Механические поломки головки и блока цилиндров. Наличие трещин и выработки по сальникам.