Each granary must ensure the following operations with grain: reception, processing (cleaning and drying), storage, internal movements, release. All elevators, regardless of their types and purposes, operate according to the following principle:
Each granary must ensure the following operations with grain: reception, processing (cleaning and drying), storage, internal movements, release. All elevators, regardless of their types and purposes, operate according to the following principle:
1 - receiving belt conveyor; 2 - receiving hoppers: 3 - release device; 4 - elevator; 5 — overhead bunker; 6 — scales (bucket or portion); 7 - distribution pipes; 8 - over-silo conveyor; 9 — above-separator bunker; 10 - separator; 11 — silos for grain storage; 12 — silo conveyor; 13 - sub-separator bunker.
Grain and its processed products are one of the foundations of human nutrition, therefore this storage option is the most relevant among all possible grain storage facilities. The grain elevator is considered the most reliable, and therefore entire networks of such grain receivers are installed near producing areas. This makes it possible to level out grain losses during remote transportation from harvest sites.
Grain and its processed products are one of the foundations of human nutrition, therefore this storage option is the most relevant among all possible grain storage facilities. The grain elevator is considered the most reliable, and therefore entire networks of such grain receivers are installed near producing areas. This makes it possible to level out grain losses during remote transportation from harvest sites.
An elevator is understood as a special structure designed for storing large quantities of grain, taking into account bringing the grain to a condition. In addition to the storage facilities themselves, such a warehouse is equipped with a complex of special devices that weigh, receive, clean, dry and ship grain.
Alternatively, such a complex can be implemented in a mechanized silo-type device, which significantly saves space and ensures complete mechanization of the process. The first elevators appeared in Russia at the end of the 19th century; currently they are highly mechanized, efficient storage systems for grain crops.
Grain and products made from it are the basis of people's lives. The issue of their safety until transportation is very important. Grain elevators simplify it.
Grain and products made from it are the basis of people's lives. The issue of their safety until transportation is very important. Grain elevators simplify it.
The grain elevator is designed to store grain in large quantities and bring it to condition. The elevator inside includes mechanisms for loading and unloading grain and dryers. Work buildings, etc. Usually, organizations build entire turnkey elevator complexes.
In the grain harvesting and processing industry, a structure such as an elevator is often used. In other words, this structure is high-tech equipment for storing grain in special conditions and through such storage the grain is brought to a certain, required stage of condition.
Elevator equipment
Elevators are certainly equipped with equipment such as elevators, which are vertical lifts that are needed to lift grain for weighing, cleaning from various impurities, and further drying it. After this, the grain is delivered through a conveyor system onto conveyors, which discharge the grain into a silo. All these elements for carrying out the described work are included in one structure - the elevator.
The elevator also includes another structure in which the grain crop is directly disinfected and ventilated, but today not all elevators are equipped with such working devices.
However, it is worth noting that today an increasing number of elevator installations are equipped with special points that receive grain from road, rail and air transport. This greatly facilitates all loading and unloading operations, because just some time ago, elevators were operated exclusively by hand, and all work on unloading grain was carried out directly using manual labor.
Work towers, silos and grain dryers are important technological units of elevators. Their optimal location relative to each other ensures the circulation of large volumes of bulk products, thanks to the streamlined operation of internal transport arteries.
Technological transport
Elevators consist of at least six sections. Uninterrupted communication must be ensured between them. Otherwise, the technological process will stop.
Belt conveyor
To prevent this from happening, delivery systems are used as part of the structure:
- Pneumatic transport. The grain moves between sections through insulated pipes due to the action of directed air flow.
- Scraper conveyors of inclined and horizontal type. Scrapers move inside the stationary chute, capturing bulk products.
- Norias. Vertical bucket loaders. Another name is bucket elevators. Raise the grain to the top.
- Gravity. Products move along a hollow chute due to gravity. The flow is controlled by a damper system.
- Screw conveyors. Metal augers with a screw arrangement of scrapers are responsible for feeding bulk materials.
The complexes also include sleeves and hoses. Along these lines, the grain is sent to silos for further storage.
Elevator components and equipment
An elevator is not one building, it is a complex of interconnected objects. The objects are as follows:
The list of equipment necessary for the operation of the elevator includes:
- elevators, which are necessary for delivering grain for weighing, cleaning from impurities and drying. The vertical belt continuously makes a cyclic movement, at the bottom it scoops up grain with buckets, at the top point the buckets tip over, pouring out the contents;
- a screw conveyor, with the help of which the grain crop is transferred to conveyors that dump it into a silo;
- equipment for loading and unloading grain crops.
Old style elevator
Classification of granaries
First-level granaries are located on grain-growing farms and are intended for temporary storage of the crop during harvesting, as well as its primary processing. The capacity of such complexes is usually small and storage does not exceed 2 months.
Granaries belonging to the second link are divided according to their purpose:
- Procurement, used by local small farms to store harvested crops;
- Transshipment, the function of which includes unloading grain from one transport and further loading into another;
- Basic, for storing grain for grain processing plants and completing export orders;
- Funds for storing the state strategic grain reserve;
- Production plants included in the structure of grain processing plants;
- Port facilities designed for accumulation, storage and loading of large quantities of grain onto water transport.
Construction of a grain elevator
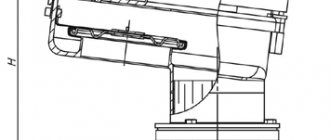
The bucket elevator consists of the following elements:
Shoe
– this is the lower part of the elevator, it is intended for loading and unloading grain masses. Grain is poured into it through the windows. Inside, the shoe consists of a cover, walls, a rod, a gate, a hatch, as well as a tension drum on the rod, which tensions the tape. The tension drum comes with a solid rim, as well as a lattice or with an open rotor and 10-12 blades. The lattice design and the rotor benefit from the fact that the grain mass does not stick to the drum, which rubs against the belt cloth and wears it out.
The shoe is the support of the entire structure; it is made with a durable body made of steel sheet from 2 to 5 mm thick. The gate at the bottom of the shoe provides convenient cleaning and unloading of the lower part. There is also a hatch in the shoe for servicing the tension drum.
Shafts (or pipes)
- These are cavities with steel walls that protect buckets and their contents from external influences.
Drive unit
located in the head, it consists of a motor, transmission and gearbox. The cylindrical gearbox is connected to the electric motor via a V-belt drive.
Elevator belt
tensioned between the drive and tension drums. Its purpose is to pull the load upward. The buckets are attached to it using bolts. The bucket elevator belt has low movement resistance and high tensile strength, and also moves silently.
They have from 3 to 8 pads made of special fabric with a breaking force of 60-80 kg per cm of width.
The movement speed is optimized according to the volumetric weight of the materials being moved. To work with wet raw materials, belts with rubber linings on both sides are used. The width of the web is 2.5-5 cm larger than the dimensions of the buckets and 2.5-5 cm smaller than the width of the drums. Thus, in case of belt misalignment, the buckets do not collide with the walls and are not pinched.
Elevator buckets
made of steel, plastic, polymers. They are placed at different intervals depending on the width of the tape. The shape must ensure complete loading and unloading of containers when inverted.
The belt bucket elevator also has a number of sensors: current speed, bearing temperature and belt deflection. For example, a speed sensor reports a change in feed speed, which may indicate a problem with the mechanism. This can happen due to clogging of areas with raw materials, entry of a foreign object into the shaft, or rupture of the belt. If this happens, the sensor will send a command to the electrical panel and the movement will stop.
Operating principle of the elevator
quite simple: after turning on the drive, the drive drum begins to rotate, which begins to move the belt. Grain enters the shoe below, it fills the buckets, which rush upward. At the top point of the head they turn over, and their contents are thrown out into the outlet; along the return shaft they go empty, upside down.
Grain cleaning and drying complex.
An elevator is a special structure designed to store sufficiently large volumes of grain crops, as well as to bring them to the required condition.
Its complex includes: a grain cleaning and drying apparatus, a granary, as well as additional truck scales, grain cleaning machines, grain loaders, auxiliary facilities, etc.
- linear (30-40 thousand tons);
- procurement (15-100 thousand tons);
- port (50-150 thousand tons);
- state (150-300 thousand tons).
- near-mill (production) (10-150 thousand tons);
Grain cleaning and drying complex.
Granary.
Modern elevators boast a huge range of services for storing, processing and loading grain crops. Thanks to this range of measures, the strategic grain reserve of a particular country will be satisfied 100%. The latest technologies and the knowledge of specialists have honed the work of elevators to impeccable results, so more and more agricultural enterprises want to build improved elevators on their territory.
Farm elevators. They allow you to store the crop throughout the year and have 3-4 containers with a total volume of up to 8 thousand tons. Receiving grain from heavy-duty vehicles, the elevator sends it for drying and processing, after which it is unloaded. Elevators can be equipped with the necessary machines for cleaning, sorting, multi-mode drying and slicing of the product. They imply a ventilation system to preserve grain.
Bucket elevators, chain elevators, corner elevators
Within the framework of this article, elevators will be considered, which are vertical and steeply inclined elevators (elevation angle 60-820) operating in continuous mode. This type of equipment is widely used today and is successfully used in construction, agriculture, mining, chemical, metallurgical, coal and cement industries. That is, almost everywhere where there is a need to lift and transport large volumes of bulk, powdery, small-piece or piece materials.
One of the main ones is classification according to the type of transporting element. This part of the elevator primarily determines what kind of cargo can be moved with its help. Transporting elements can be: - bucket (loose, small-piece, etc. materials); — cradle (piece materials); — shelf (piece materials).
Another important criterion for dividing elevators into groups is the type of traction element. The choice of a specific traction element determines both the level of permissible load and the possibility of attaching a specific transport element. The following options are available:
- tape
- chain;
- cable cars
It is also possible to divide according to more specific criteria, for example, according to the method of filling elevator buckets. The filling process can occur:
- scooping;
- falling asleep.
The applicability of a particular method depends primarily on the characteristics of the material being moved. Scooping is used when working with dry and free-flowing cargo, usually dusty or finely dispersed, such as sand, coal dust, sawdust, shavings, etc. Scooping coarse or abrasive loads can lead to rapid wear of the buckets, and in some cases, breakdown of the elevator due to its stopper or even breakage of the traction element. Therefore, in such cases, backfill filling is used, when the material is fed from above or at an angle, but directly into the ladle.
Unloading is also organized in several ways. If the speed of the elevator is high enough, then unloading can occur in a centrifugal mode, when the transported material is thrown out into the outlet by inertia as the buckets bend around the upper shaft. Emptying of a bucket or cradle can also occur in a gravity mode when they are tipped over. A central unloading option is also possible, in which the material is unloaded in the most gentle manner, but for obvious reasons this method is only possible when using a chain or rope traction element.
Under the action of the drive, the drum begins to move and begins to pull the belt along with the buckets attached to it. The material is fed down the elevator through the loading opening and then fills the buckets in which it is already transported upward. Unloading of buckets occurs when they are transferred through the upper drum, and the material is unloaded either under the influence of its own weight, pouring out of the bucket, or under the influence of centrifugal force. Next, the empty buckets are directed downwards along with a pulling belt to go around the lower drum, and during this movement scoop up a new portion of material, which is poured into the casing. Thus, there is a continuous movement of cargo along the elevator.
As already mentioned, elevators have proven themselves to be simple, reliable and efficient transporting machines for bulk media and piece goods. Hence their wide distribution and variety of designs. They have firmly occupied their niche among lifts and continue to be the optimal choice for solving the problems of lifting materials and loads in the construction, mining and agricultural industries.
Industrial and farm elevators
These designs are used directly in grain processing enterprises. Their role is to place grain for a long time at all stages of processing.
Primelnichnye. Installed at mill farms for storing wheat and rye. On average, such elevators have grain reserves necessary to operate the mill for a quarter. Capacity – from 5 to 15 thousand tons. Grains and grinding batches are stored in climate-controlled tanks, and square silos are installed to store flour.
Compound feed. Control over the processes of mixing and production of various types of feed, enrichment of products with minerals is fully automated. Elevator control can be integrated into the overall feed mill control panel system. The capacity is variable: from 7 to 40 thousand tons, depending on how much product needs to be stored in production to ensure its uninterrupted operation for 3 months.
Farm elevators. They allow you to store the crop throughout the year and have 3-4 containers with a total volume of up to 8 thousand tons. Receiving grain from heavy-duty vehicles, the elevator sends it for drying and processing, after which it is unloaded. Elevators can be equipped with the necessary machines for cleaning, sorting, multi-mode drying and slicing of the product. They imply a ventilation system to preserve grain.
Whatever type of elevator we are talking about, its composition is determined by specific goals, features and location of production. Depending on the volume of your production, we will design and install “turnkey” high-quality and reliable silos to ensure optimal storage of the product!
- working tower,
- receiving and releasing devices,
- elevator tower,
- silo building,
- grain drying department.
Grain elevator (grain complex)
The grain elevator with automated control of all processes has compactly located large containers. The storage conditions for products in grain elevators are designed to ensure the complete safety of grain here and even improve the quality of grain crops stored in this building for some long time.
A grain elevator (compared to conventional warehouses) has its advantages:
- grain complexes occupy a smaller area of territory for the location of grain crops on it,
- ease of working with pests (primarily rodents),
- the possibility of constant regular monitoring of the condition of products,
- complete mechanization of grain operations,
- an effective active product ventilation system.
Among the advantages of such grain elevators are also less labor intensive work to ensure complete safety (including cleaning and drying) of grain, the presence of a thermometry system, less grain loss, and better isolation of the product from the external environment. Moreover, the service life of the structure is much longer than that of simple warehouses, and operating costs are lower.
The grain elevator structure consists of the following parts and departments:
- working tower,
- receiving and releasing devices,
- elevator tower,
- silo building,
- grain drying department.
Let's take a closer look at them.
Working tower of the grain complex
Receiving and releasing devices of a grain elevator
They are intended for external operations (reception of arrived products and release to consumers). These parts of the system are connected with road, water and rail transport. Those grain elevators that perform production functions have devices for dispensing grain to the enterprise.
Silo building
The department is designed for storing grain in silos. Its task is to ensure the quantitative and qualitative safety of products. The silo body of the elevator consists of three main parts: the silos themselves for storing the product, the above-silo gallery with conveyors for loading the silos, and, finally, the sub-silo gallery with conveyors for unloading the silos. The buildings may differ in the method of construction, the relative position (grid) of the silos, the material of construction, shape, and size.
Grain drying department
This part of the entire structure is a very important component of every grain elevator . Grain dryers are placed in the working tower of the elevator or in a separate room attached to it. There are also separate buildings in the form of workshops where waste obtained from grain cleaning can be stored, processed and released.
Port elevators
The function of port elevators is to receive grain from base and transshipment grain storage facilities, prepare it in batches for export and ship the products to sea vessels. The department’s tasks also include receiving grain imported from sea vessels and shipping it to consumers within the country. Port elevators have a large capacity. They are equipped with particularly reliable, high-performance transport equipment.
Description of granaries
Modern granaries are a whole complex of structures that make it possible to prepare, dry and store grain for both long-term and short-term storage. Granaries can be equipped with:
- Equipment for automatic loading and unloading of grain material;
- Automatic devices for moving grain products inside the storage facility;
- Equipment for preserving grain using refrigeration.
Granaries are one-story buildings with sloping, level or conical floors. Buildings erected for granaries do not have attics or natural light, but are equipped with a high-quality ventilation system. Ventilation provides protection against condensation on the walls of the structure and increased air humidity.
Granaries are equipped with elevators, conveyors and lifts, as well as, if necessary, equipment for moving grain within the storage facility. Separate bins can be installed inside the premises for separate storage of different varieties and types of grains . Most modern granaries are equipped with sensors that monitor indoor humidity and temperature. The average service life of modern granaries is from 20 to 50 years.
Modern granaries can be additionally equipped with equipment for preliminary preparation of grain for storage, drying and lowering the temperature of the grain before storage. This is what ensures a high percentage of preservation of the necessary qualities of the crop.
To improve the germination of grains during storage, it is necessary to provide an increased oxygen content. A constant flow of fresh air increases the percentage of seed germination, which is important for grain intended for sowing. Temperature conditions and low air humidity will help increase the technical characteristics of the grain (improve baking properties).
In addition, having our own modern granary allows us to almost completely automate the process and reduce labor costs. The costs of maintaining crops in third-party storage facilities are also reduced. These factors help to significantly reduce the cost of grain, while increasing the selling price due to the high quality of the products . The construction of your own granary is more than economically profitable and fully pays for itself in 3 years.
Our own granary provides a significant reduction in the farm’s transportation costs and, as a result, a reduction in injury to grain during transportation. In conditions of sharp economic changes and temporary price drops, your own granary allows you to wait out an unfavorable period without additional costs and sell your own products at optimal prices.