One of the main technologies for processing plastics and manufacturing various parts and profile products from them is extrusion. It consists of preparing a polymer melt and then pressing it through molding nozzles - special attachments that give the material a given shape. The main element of a production line using a similar technique is a plastic extruder.
Extruder: what is it, what is it intended for
There are a great many models of extruders, that is, machines designed for processing polymers into melt. They differ in characteristics and type of processed raw materials. Among the many options for their use, the most popular is the production of polyethylene or polypropylene films from which flexible packaging is produced. The resulting materials can be printed and bags can be welded. They also found their application in the food industry for the production of pasta.
Extruder welding technology for plastics
Of all the hot methods, the most economical and convenient is the connection of plastic elements with a contact extruder, when the molten mass fed into the joint is pressed by a guide nozzle. This method is used for parts with thick walls. The extruder feeds already softened material. With this method:
- energy consumption decreases;
- heat transfer improves;
- there is no need to use clamping devices;
- it is easier to control the quality of the seam.
Main stages of the technological process:
- Heating the welded edges to a state of viscosity with a heated mass;
- Docking by hand force or special devices;
- Natural cooling of the connected parts (they cannot be moved until they have completely hardened).
Preparatory stage
The preparation time before extrusion welding differs from that for other types. But, as in other cases, the surfaces of the parts must be cleaned of dirt and dust, otherwise the seam will turn out to be of poor quality.
Plastics also oxidize easily due to exposure to air. The edges should be cleaned no more than twenty minutes before soldering begins.
If you do this earlier, the parts will still have to be cleared again. Do not try to use solvent for cleaning; it may deform the plastic.
Selection of welding rods
The filler material is selected according to the type of plastic being welded. It is indicated in the labeling. Polypropylene filler rods are available in different sections: triangular, round. If the parts are fastened at right angles, it is better to choose a triangular rod. They vary in color. Black and gray are in great demand. Polyethylene rods for welding plastic are softer than polypropylene rods, the melting point is lower (from +160°C).
Filler materials are used at ambient temperatures above +15°C. In the cold they lose their plasticity and become brittle.
When choosing an additive, you need to pay attention to the melting point of the rod or rods. It is acceptable to use slightly different polymers if they are similar in their plasticity regime. It is important that the filler material fits well into the extruder and matches the diameter of the loading hole and outlet nozzle. For manual extruders, rods or rods from 2 to 7 mm are used.
general information
An extruder is a machine that turns raw materials in the form of small particles into a melt of a certain shape.
Such particles can be granules, powder, various pastes or scrap. The process consists of passing raw materials through a special forming tool (extrusion head, die plate). The shape of the finished product is determined by a calibrating device with a certain cross-section. It will depend on the type of hole in the forming device. If it is a slot, the output will be a sheet material; if it is a ring, then the product will have the shape of a pipe.
The process that occurs using this equipment is called extrusion. Depending on the design of the machine, it is divided into several types:
- cold blue molding, in which only mechanical action is applied to the material;
- warm extrusion, which consists of mechanical transformations that are accompanied by heat treatment;
- Hot molding is a high-speed process that involves the use of high temperatures and pressure.
Design and Application of Welding Extruder
The word "extruder" literally means "ejector". This is the name given to a group of devices designed to extrude various semi-liquid masses onto the surface, including polymer (plastic), rubber and others. A rubber extruder is sometimes also called a rubber injection machine.
Operating principle
A welding extruder is a specialized apparatus for so-called extrusion welding, which is used to join polymer materials of various classes - high-density polyethylene (HDPE) and low-density polyethylene (HDPE), polypropylene, polyvinyl chloride (PVC) and other plastics most commonly used in everyday life and industry.
Extrusion welding is the process of joining polymer materials using a mass of material melted to the consistency of thick sour cream that is homogeneous with the ones being welded or similar in physical and chemical properties.
Unlike the more well-known welding of metals, joining plastic parts by extrusion does not involve melting the edges of the parts being joined, although heating to a certain extent still occurs.
The seam is formed when the semi-molten extruded mass hardens and sets with the edges. In this case, high strength of the welded joint is achieved - up to 0.8 of the strength of the base material.
Welding plastic with an extruder is most often used in plumbing - for connecting water pipes, in construction, in various works, the purpose of which is the manufacture of any plastic structures - tanks, pontoons, greenhouses.
The production of the extruded mass is carried out either from polymer granules - the starting material for creating any plastics, or from so-called filler rods, which are ground to a granular state inside the extruder itself.
In some (not all) models, the role of a rod can be a narrow piece of the same material that is planned to be welded. For example, when welding a product made of polypropylene sheets, you can use an unnecessary piece of polypropylene as a rod, but not other plastic.
Most Western-made welding extruders are designed to be used with filler material from the same manufacturer. Domestic developments are less demanding on the additive. A manual welding extruder is often called an extrusion gun in everyday life.
Design
Any welding extruder is a dual device. One of its components is a powerful heater with a temperature switch, which is designed to melt plastic. The other is the actual extrusion device, equipped with a screw mechanism that supplies the melt through a nozzle-nozzle.
Depending on the type of feed (rod or granules), the extruder may contain a chopper (crusher).
Solid material takes longer to heat to the desired state, and feeding it requires a more complex design than a traditional, inexpensive and easy-to-use auger.
Thus, less complex and less expensive extruders are mostly designed to be fed with pellets.
In general, the design of a typical extruder contains, in addition to the above, the following components and elements:
- asynchronous electric motor;
- “clip” for food;
- extrusion chamber;
- melting chamber;
- heating element;
- nozzle attachment (good models have a set of several nozzles);
- straight and side handles;
- control unit with thermostat.
Depending on the type of power supply of the welding extruder, the supplied additive either immediately enters the melting chamber (loose granules), or enters the extrusion chamber, where it is preheated, crushed, and only then melted. The molten mass is fed through a nozzle to the welding seam, where it solidifies in a matter of seconds.
For what materials is it applicable?
A high-quality welding extruder must have an adjustment unit with mechanical, touch or push-button control, which will allow you to change the heating temperature of the mixture.
The fact is that different plastics melt at different temperatures. It is lowest for HDPE - 120-130 °C (depending on the brand), the highest is for polyvinyl chloride - up to 220 °C. Other popular industrial polymers have a melting point in the range of 170-200 °C.
Only plastics from the group of thermoplastics can be subjected to extrusion welding . Materials from the group of thermosets are not subjected to melting and subsequent reduction; at high temperatures they simply begin to burn.
Homemade device
The welding extruder is a complex mechanism for professional use. Its price starts from 30 thousand rubles for the simplest model, and can reach one hundred thousand or more for a powerful and high-performance one. Domestic developments are also presented on the market; they are 10-20% cheaper than imported ones, but are still quite expensive.
Therefore, if a one-time need arises to weld, for example, two water pipes (their usual material of manufacture is polypropylene), it is easier to use a home-made extruder. The simplest version of the design is a powerful construction hair dryer, equipped with a nozzle for a rod - either homemade, made of tin, or industrially made .
In this case, the bar will be fed manually. The power of the hair dryer is enough to melt it, but the quality of the seam, of course, will be lower than that of industrial models.
If possible, the hair dryer can be connected to a screw or plunger drive to supply power. In this case, if you install a receiving chamber, it will be possible to use granulated raw materials.
A commutator motor is recommended for the drive, since the operation of the extruder implies a constant change in torque. Engines of other types are less resistant to this operating mode.
Areas of use
The technology of manufacturing products using extrusion has found its application in the areas described below.
- Chemical industry. This area involves the production of polymer products (rubber, plastic, etc.), as well as the production of ferrites. At the same time, the chemical composition of the raw materials used remains unchanged; the extruder is designed primarily to obtain the required shape of the final product. Therefore, setting up such equipment is relatively simple.
- Food industry. Extrusion can also be used in food production. Typically, it is a more complex process than in the previous example. Equipment settings involve subtle changes in temperature, speed, pressure, which leads to changes in the characteristics and properties of the original raw material, for example, protein denaturation, carbohydrate breakdown or starch gelatinization.
Operating rules and model selection
Before you begin welding plastic products, it is necessary to fulfill a number of conditions determined by the characteristics of the material. It is necessary to remove all existing contaminants from the surface of the products to be joined and ensure that they do not come into contact with wet material during work.
To perform the work properly, it is necessary to take into account the difference in melting temperatures of the materials being joined if they differ in chemical composition. Thus, a manual extruder can be used for welding HDPE and polypropylene, since these materials have a melting temperature range that completely or partially overlaps. When it is necessary to combine materials from PVC and HDPE or polypropylene, difficulties often arise. When working with such materials, a manual extruder can only be used to join products that are made of identical materials.
Since the manual extruder has a compact size, welding of plastic elements can be carried out using this device without stopping the operation of the products being joined. Thus, polypropylene pipes can be welded without first turning off the water supply through them.
Before starting welding work on plastic products, it is necessary to carry out a number of mandatory checks:
- Make sure that the filler rod will be delivered to the extruder sleeve in a straight line. Sometimes, when there is strong roughness, the rod begins to move along a helical path, and this negatively affects the functioning of the screw crushing mechanism and often leads to the appearance of granulate of heterogeneous composition.
- Checking the optimal heating temperature of the rod, which must be brought to a state of viscous fluidity before feeding. When checking, the manufacturer of the materials must be taken into account, since the melting temperature range of different brands of plastic may differ.
- Checking the reliability of pressing the welding nozzle to the surfaces being joined. This is especially true for products with complex shapes. To prevent this problem, manufacturers equip their welding extruders with a set of replaceable nozzles.
- Checking the possibility of melting materials using a hot air stream coming from a thermal heater, without using a filler rod. The need for this arises when there is no accurate information about the material of the products that are planned to be connected by an extruder.
To choose the most suitable device model, you need to take into account a number of characteristics:
- bar diameter range;
- Availability of replacement devices;
- thickness of connected products;
- ease of setting process parameters;
- productivity per unit of time.
Many manufacturers ship extruders with proprietary filler consumables, additionally specifying that the consumables must be specified by the tool manufacturer to create a reliable connection.
In principle, you can always consider making an extruder for home use with your own hands. As a basis for it, a conventional industrial hair dryer is used, to which a screw drive is connected, and then the design is modified to give both units a compact appearance. In some cases, the screw can be replaced with a plunger drive, but this option cannot be considered reliable. Such a homemade extruder for welding can behave differently with landing rods due to the fact that they can be made of different materials. It is best to use a commutator type motor as a drive, since it is more stable with constant changes in torque values.
Equipment classification
The first extruder saw the light back in the 19th century, and by the 20th century many modifications of this equipment had been created . Modern extruders have several classifications. According to the type of transporting device, they are divided into the following types:
- single screw;
- twin screw;
- multi-screw;
- disk;
- piston;
- combined.
According to the location of the screws:
By rotation frequency:
In direction of rotation:
Principle of operation
A special loader places the raw materials into the machine’s hopper. This work can also be done manually. In this case, the granules are poured into the loading funnel. From the hopper they are pushed into the screw area, and from there into the plasticization cylinder .
Along the way, the raw material is mixed to ensure the homogeneity of the future melt, and is also exposed to high temperatures and pressure from the extruder elements. The output by melting is a viscous transparent mass, increased in volume due to stretching. If the extruder is disk, then two disks are used as a transport device, one of which is stationary, and the other is continuously rotating. The raw material entering the hole of the static disk is mixed and homogenized. Equipment equipped with such a device is perfect for producing homogeneous mixtures.
The piston extruder is characterized by low productivity, so its use is mainly limited to the production of pipes. The principle of operation is to extrude the material with a piston, which gives the finished product the required shape.
For all these purposes, one extruder is not enough. To establish mass production and obtain a high-quality product, you have to use additional machines or devices. All together they will form an extrusion line.
Thus, you can not only obtain a melt, but also immediately transform it into a finished product, for example, packaging film, plastic pipes or a PVC profile.
Extrusion lines
In industrial settings, extrusion equipment should be considered as the main component of the line for the implementation of this process. In addition to the main equipment - the extruder, it also includes a whole set of other mechanisms and devices:
- winding and cutting mechanisms. They are used to bring products into the form required for warehousing and transportation;
- marking and laminating systems of various operating principles;
- mechanisms for drawing finished profiles;
- cooling system. Its installation is carried out at the exit of the extruder in order to increase the speed of the polymerization process of finished products. These systems can be of various types - air or in the form of a cooling bath;
- raw material preparation and loading system. In some cases, the semi-finished product must first be subjected to a drying procedure and subsequent calibration before feeding it into the loading hopper.
Other mechanisms can be used as part of the equipment, as well as technological devices can be used to automate the continuous production process.
Extruder device
The design of such equipment is most conveniently explained using the example of the simplest type of this machine - a single-screw extruder, also called a single-screw or single-screw.
It is equipped with one auger, and the machine has one welded frame, into which a vertical gearbox with a thrust bearing is built. An electric motor is connected to the gearbox through a special coupling. Thus, it is located under the plasticization unit . Heating occurs using an electrical cabinet that automatically regulates the temperature. Corrosion resistance is ensured by saturating the extruder elements with nitrogen vapor. Thanks to this, they do not fail and are quite durable.
In addition to those listed above, devices are connected to the frame that allow monitoring the progress of production. They are controlled by an operator console. Thanks to the compact dimensions of the resulting device, the auger can be inserted directly into the output shaft of the gearbox.
Degassing process
An important stage of production is degassing. The raw materials processed by the extruder are not always ideal; they contain impurities, excess moisture and air. To ensure that the quality of the material does not decrease due to the imperfections of the granules, a degassing process is carried out in the machine. It consists of evaporating water , residual solvent and monomers from raw materials under the influence of high temperatures or an artificial vacuum. The process is carried out either by a screw, if the equipment has only one screw, or by a special chamber, if a multi-screw extruder is being considered.
Role of the auger
The screw has several functions, depending on which the cylinder can be divided into several important zones:
- in the feed zone, the feedstock is compacted due to its entry into the screw area, but still remains solid;
- in the plasticization zone, the granules are melted, mixed and compressed under pressure in order to further move along the screw;
- in the dosing zone, the material, consisting of a mixture of melting granules with solid ones, is mixed until homogeneous and is supplied to the forming tool.
All processes occur during heating, the temperature of which may vary from zone to zone. The quality of the resulting material will depend on the conditions and completeness of the raw material passing through the listed stages.
Advantages of single screw and twin screw extruders
The main characteristic of the machine is the number and type of augers. The most common type is the single screw extruder. It is easy to maintain compared to other types of this machine. It requires only one operator to operate since all important controls are located in one place. But if the machine is part of a large extrusion line, a helper may be needed. The final number of operators and workers is determined by the technology and production goals.
Another important advantage of a single-screw extruder is ease of transportation. It can be transported from one production facility to another or reinstalled in a new location.
But sometimes such an extruder does not allow obtaining the required quality of melting of the finished product, and a twin-screw machine is used in production. It allows for better transportation of raw materials and is suitable for hygroscopic granules. Often, equipment with two screws has a self-cleaning function, which is also convenient for operation.
Extruders with degassing devices
In extrusion lines, mainly two methods of evacuation are used: evacuation of the material in the loading hopper and in the extruder barrel.
There has recently been increased interest in the design of loading vacuum hoppers due to the increase in the production of products made from filled thermoplastics, especially those that are processed in the form of powders.
When processing thermoplastics, water evaporates, which contributes to the formation of a cellular structure in the material and a sharp decrease in the strength of the composition. Air bubbles act similarly, so the use of vacuum loading hoppers for extruders in extrusion lines when processing polyethylene or polypropylene with the addition of 15-40% mica, asbestos, kaolin or soot contributes to a significant increase in the mechanical properties of the resulting products.
In Fig. Figure 28 shows a design diagram of a vacuum system for an extrusion line with two hoppers from Dr. K. Schmidt (Germany).
Rice. 28. Design diagram for vacuuming bunkers
The source material is automatically fed by the loading device 7 through the spool 5 into the upper double-walled hopper 6, where it is mixed with a stirrer 8, heated by an oil heater 2 and an air heater 9. From the upper hopper the material enters the lower double-walled hopper 3, equipped with the same oil heater. Both bunkers are equipped with level regulators 4 and electro-pneumatic valves 10, through which vapors are sucked out by a vacuum pump 12. The lower bunker is equipped with a loading auger 1, rotating from a steplessly variable drive 11. Process monitoring and control devices are installed in the distribution cabinet 13.
Degassing extrusion screws are used to remove volatiles from the polymer in a continuous extrusion process. Extruders with screws of this type have one or more vent holes through which volatile substances are removed. The length of the vacuum zone is usually 2 D or 3 D. During the extrusion process, material particles pass through this section in approximately 2 s. It has been experimentally established that during this time all volatile components can be removed from the melt.
The most common purpose of vented extruders is to remove water from hydrophilic polymers. The permissible moisture content when processing most polymers by extrusion is less than 0.2%. Many polymers have an equilibrium moisture content at room temperature and 50% relative humidity that significantly exceeds this value, for example for PA - 3%, PET - 1%. To obtain high-quality products from such polymers, preliminary drying of the polymer or extrusion with degassing is required, which in many cases is preferable.
In Fig. Figure 29 shows a typical extrusion screw with degassing. The screw consists of five zones. The first three zones - feeding, compression and dosing - are similar to those of a conventional screw. After the dosing zone there is a sharp decompression, followed by an extraction zone, then a sharp compression and an injection zone. To ensure good degassing, two conditions must be met. Firstly, it is necessary to ensure zero pressure in the volume under the ventilation hole, and secondly, the polymer must be completely melted in this area. The zero pressure requirement is to avoid melt leakage through the vent.
The second requirement has several reasons. If the polymer is not completely melted in the dispensing area, a good seal between the vent and the feed area will not be achieved. This will not create a vacuum deep enough to remove volatile products. To increase the rate of gas diffusion and degassing efficiency, the polymer must be in a molten state and at a temperature 20–25 °C above the melting point. In addition, surface renewal occurs in the volume of the molten polymer, which also promotes degassing. Multi-filament screws with a large pitch in the extraction zone have an advantage in terms of degassing efficiency.
There are many options for more or less efficient degassing single screw extruders. Let's look at some of the most common designs.
Rice. 29. Typical degassing extrusion screw: 1 – feed zone; 2 – compression zone; 3 – dosing zone; 4 – decompression; 5 – extraction; 6 – compression; 7 – injection zone
In Fig. 30 shows a conventional extruder with a degassing zone. Volatiles travel with the polymer up to the vent. This type of degassing is called forward degassing. The depth of the channel in the degassing zone exceeds 0.4 D for large-diameter screws, and 0.3 D for small ones. In order to achieve frequent renewal of the surface, the degassing zone is usually made with multi-pass cutting, the angle of inclination of the turns is often increased from the generally accepted 17°66′ (rectangular profile) up to more than 40°.
An extruder with a bypass is often used (Fig. 31). Pushing the melt into the bypass is ensured by a section of the screw with multi-pass, oppositely directed fine cutting located between the dosing zone and the extraction zone. The polymer flows from the bypass to the beginning of the extraction zone. The polymer melt enters the degassing zone through numerous holes. This allows for increased surface renewal and improved degassing efficiency. The bypass has limiters to regulate the flow of material into the dosing area. Degassing through the back of the screw is used in extruders with loading of molten material (Fig. 32). The vent connector is located at least 1 D from the feed hopper to prevent melt from entering it.
Degassing through several holes is used when it is necessary to remove large amounts of moisture, reaction products and polymer decomposition. The most common two-stage extrusion screw is shown in Fig. 33.
Rice. 30. Degassing zone with multi-thread cutting
Rice. 31. Extruder with bypass
Rice. 32. Degassing via rear connector
The system has two ventilation holes. It is used, for example, for the extrusion of polypropylene and crushed polymer waste with the removal of up to 7% of moisture.
A three-stage vacuum process is also possible (Fig. 34, 35). In such cases, the polymer drying step is not carried out. Gases are removed from three zones of the twin-screw extruder 1 through suction pipes 2 with covers 3, ball shut-off valves 4 and electrical heating.
Degassing pipes are connected by pipelines 5 to the evacuation system, and pressure gauges 6 are installed to control the vacuum.
The vapor-gas mixture is sucked off by a liquid ring vacuum pump 2 (Fig. 36) through a preliminary separator 1, compressed in the pump and supplied through a discharge pipeline to the liquid separator (separator) 3, in which the gas is separated from the liquid. The purified gas is discharged to a vortex hydrofilter 4 for additional purification and then released into the atmosphere.
Rice. 33. Two-stage extrusion screw
Rice. 34. Extruder with three vacuum zones
Rice. 35. Extruder degassing tubes
The separated liquid is again supplied as working liquid to the liquid ring vacuum pump. When the set temperature value (15−25 °C) set on control valve 5 is exceeded, softened water is supplied from the network to mix with the working fluid in order to reduce its temperature. Water saturated with NMS is periodically drained into the collector through an overflow system in the liquid separator and enters industrial wastewater tank 6. If there is a small amount of NMS and decomposition products, the vapor-gas mixture can be directly released into the atmosphere.
The company Reifenhauser (Germany) points to the promise of a cascade extruder system. Two separate extruders are used, positioned in series or at an angle (usually 90°) to each other, equipped with individual drives and screws, thereby separating the extrusion process into two stages. One extruder ensures the processes of loading, heating and plasticizing the material, i.e. transition of the polymer from the solid phase to the melt. Another extruder ensures the processes of mixing and dispensing the melt, i.e. used to create pressure.
Rice. 36. Diagram of the extruder vacuum system
The first extruder is often multi-screw, the second is usually single-screw. In such systems (Fig. 37), degassing occurs between the first and second extruders. The efficiency of degassing can be improved by forcing the polymer melt through the holes of the die before entering the second extruder. The main advantage of a cascade degassing system is the ability to control the pressure in the second stage by adjusting the output of the first stage. This system is often used when processing polyvinyl chloride or producing coextruded films from PE, PP and other polymers.
A degassing system design is known in which volatiles are removed through a screw rather than through a vent in the cylinder. The screw has a hollow core connected to a transverse degassing hole in the degassing zone (Fig. 38). Volatile substances are extracted through a rotating nipple on the back of the auger. This scheme is also used in barrier screws. Eastman Kodak (USA) has a patent for a barrier auger with a vent located approximately two diameters from the end of the feed zone, between the main and barrier flights.
Rice. 37. Scheme of cascade degassing
Rice. 38. Ventilation through auger
Provides higher productivity when processing powdered polymers that are prone to the formation of air pockets.
The ventilation hole is positioned in such a way as to avoid clogging it with polymer, which can lead to a complete stop of the process. The plug is removed by air blast by increasing the pressure in the central hole of the screw. This type of degassing is not widely used.
Operator tasks
Modern machines are equipped with all sensors for adjusting optimal conditions to produce high-quality film. However, the operator's task is to set all parameters correctly and maintain them throughout the entire process. Specific operating conditions depend on the type of materials being produced, but there are several criteria that are the most important. They will be described below.
Temperature control
The operator must control the process of turning the granules into the finished melt. For this purpose, in particular, the operation of thermal automation is monitored. The system must ensure that the required temperature is maintained both in each of the working areas of the extruder and in its elements, the most important of which are the head and dies. Each section has its own device, which allows you to fine-tune the operation of the machine and obtain the highest quality material in terms of uniformity, shape and other characteristics. But for the best result, the experience and responsibility of the operator is required, who can monitor the readings of the devices and configure them.
Technology today
So, we can look at how the extruder works. What it is was described earlier, and now it’s worth deciding on some important points. Modern mechanical designs implement dry extrusion technology. It is so named because the entire process is carried out using the heat generated as the product passes through the working part of the mechanism. It is possible to use steam during extrusion. For this purpose, the device has a chamber for preliminary steam treatment of raw materials. The use of steam allows you to increase productivity and reduce wear on the main parts and components of the mechanism.
Advantages
The extruder has a high level of productivity combined with low operating costs. For the full functioning of such equipment, a large number of maintenance personnel and deep knowledge of chemical processes are not required. It is easy to install and put into operation. If used correctly, the machine does not require frequent repairs. The ability to regulate various extruder parameters allows you to obtain high-quality materials of various thicknesses and widths required by the manufacturer.
NPO ARSENAL GUARANTEES
QUALITY OF PERFORMANCE
Professional design, high-quality materials, modern engineering technologies and a well-coordinated international team of specialists allow us to produce equipment that operates continuously for decades.
The extrusion head is polished to a mirror finish
Critical components are made from high-quality alloy steels and undergo high-quality thermal, mechanical and chemical-thermal treatment to achieve the specified geometry, quality and surface hardness.
HIGH TECHNICAL LEVEL
The high technical level of ARSENAL equipment allows you to obtain the following additional advantages:
- Controllability - speed and precision of entering the mode, repeatability of technological parameters, ease of interaction between the machine and the operator
- Technological flexibility - the ability to work with a variety of modern polymer compositions and quickly change the production program
- Versatility - extended range of permissible operating modes, ability to work with a variety of modern polymer compositions (wide technological window)
- Stability - minimal variation in technological parameters and product characteristics
- Operational technology - easy maintenance
- Documentation - a function of registration and transfer of technological parameters
These characteristics are ensured through the following modern technical solutions:
- The use of extrusion presses with Helibar barrier screws (Germany), which have increased mixing capacity for working with complex compositions, with low shear loads and reduced residence time of the polymer for working with viscous compositions and materials prone to thermal degradation;
- Using a loading zone with a helicoidal grooved bushing;
- An expanded set of sensors that record process parameters, including: component consumption
- feeding material into each layer
- screw speed
- temperature profiles
- supply of thermal power by zones
- melt pressure
- film thickness
- drawing speed
- cooling air temperature and pressure
- cooling system fan speed
- footage
- cooling water temperature
- energy consumption
The heart of the film line is the extrusion press. The ability to obtain high-quality film depends on how it is designed and manufactured. Our company was the first in the world to use German high-speed HELIBAR presses. The special design avoids pressure surges and shear. Due to this, heating and mixing of the material occurs evenly, without overheating and increased mechanical loads. At the same time, the thermal and mechanical destruction of polymer raw materials is reduced. This, in turn, makes it possible to improve the quality of mixing, reduce specific energy consumption, and increase specific productivity.
In terms of the quality of melt preparation, the HELIBAR press corresponds to twin-screw extruders.
Experienced technologists use this property of HELIBAR presses to improve film quality and reduce raw material costs.
HELIBAR press produced at ARSENAL : sectional view
HELIBAR presses allow you to process the widest range of polymer raw materials without replacing the screw, including LDPE, HDPE, LLDPE, metallocene polyethylenes, PESP, bimodal polyethylenes, PP, SEVA, polyamide, EVOH, PP, etc.
Specialists working with HELIBAR extruders practically do not encounter problems with long startup times, failure to melt, surging (“goat”), uneven coloring, thermal decomposition and streaks.
The range of flow rates of modern polymers is two orders of magnitude. In other words, the viscosity of processed materials can differ hundreds of times! Creating equipment capable of producing high-quality film using a wide range of materials is impossible without the use of modern methods for calculating the required geometry of the screw and head. ARSENAL, using advanced calculation methods, optimizes the extrusion module for the customer’s product range.
The hot module is the heart of the line, it is the basis of quality and the foundation of product efficiency.
The program for calculating the extrusion module allows you to avoid critical conditions for processing polymers in the customer’s assortment
TECHNOLOGICAL FLEXIBILITY
Our equipment has unsurpassed flexibility and a range of film production technologies. There are many examples of the technology flexibility that our equipment provides. Let's give the most obvious ones.
Let's look at these amazing photos:
Here is the A-3M co-extrusion line with HELIBAR presses, producing film from a mixture of LDPE and LLDPE, in different proportions, in each of the three layers; Using this technology, films for freezing, milk, haylage, etc. are produced.
The same line with the same head processes HDPE in the thick middle and thin layers of LLDPE in the thin outer layers (for durable decorative packaging)
And now, using the same extruder, we make the middle layer from polypropylene and get packaging for boiling
Today no other company is capable of performing such figures of the highest technological aerobatics.
And our machines also allow, for example, mixing HDPE and LDPE. The result is a particularly strong bimodal medium-density polyethylene.
The minimum and maximum productivity of our extrusion presses reaches a unique ratio of 1:20. This makes it possible to produce films with layer thickness proportions on a three-layer extruder, which previously could only be made on a five-layer extruder. So, for example, on the same three-layer extruder you can produce a film with a thickness of any layer from 2.5% to 91%! Such a wide “technological window” provides unique competitive advantages.
AUTOMATION
A modern control system reduces labor costs, saves raw materials and energy, and makes it possible to produce film using complex recipes with consistently high quality. At the same time, the price of equipment falls!
Touch screen control system
Convenient visual presentation of information
ORION - Integrated remote line control system, equipped with video monitoring systems, thermal imager, thermal automation, drives, etc.
Automatic roll unloading and mechanized spool loading allow one operator to service up to 3 high-performance lines
Modern automation tools not only reduce production costs. They increase product quality while reducing investment!
PRODUCT RANGE
The extrusion module of ARSENAL lines allows high-quality mixing of dissimilar polymer materials, in particular such as high and low density polyethylene, LLDPE, polypropylene, polyisobutylene, EVA, etc. The line can be equipped with high-tech systems, for example, a liquid adhesive additive supply station (polyisobutene), gravimetric dispensers , as well as an infrared film thickness sensor Filmoscan ControlPlast (Russia - Canada). All this allows us to produce the most complex modern polymer films produced on blown film extruders. Barrier, stretch, haylage, milk, heat shrink, greenhouse, pallet, stretch hood and many others. However, independent development of new types of films in most cases is a task with unpredictable costs of raw materials and time, often comparable to the cost of equipment. We transfer these technologies as part of the delivery.
Hay films (agro-stretch) are among the most difficult to produce; The picture shows tests of film produced on the Arsenal A-3m line; tests revealed better puncture resistance compared to Finnish-made films
The cost of production technology for some modern films reaches a million euros.
Production of films with a perimeter of 6 meters and ultra-deep folding - ARSENAL proprietary technology
One great line replaces many good ones. But not the other way around!
FILM QUALITY
The quality of the film depends on achieving the highest performance at each stage of the technological chain:
- Polymer raw materials
- Fine-tuned recipe
- Melting without overheating
- Complete homogenization
- Filtration
- Uniform supply of melt with high pressure
- Effective distribution of material around the circumference of the die
- Low level of mechanical destruction
- No stagnation zones or local overheating
- Uniform cooling
- Control of layer thickness and film perimeter
- Accurate film routing
- High quality cutting
- Winding with a given force without folds
Perfect Roll
Inflatable stretch - excellent material development
Blown stretch film has unique puncture resistance
The quality of film today can only be achieved through the use of the best technical means; The figure shows the Filmoscan program window
ARSENAL equipment corresponds to the modern level of solutions that ensure quality and range of products. We cooperate with major suppliers of polymer raw materials and equipment components, and have our own advanced developments. As a result of many years of careful work by specialists, we have achieved that the films produced on our extruders have performance indicators that are not inferior to the best market samples.
RELIABILITY
Few companies today can make rotation units even for single-layer extrusion heads. There are no ready-made technical solutions for creating movable seals that operate for years at temperatures up to 300 degrees and pressures up to 300 bar. At ARSENAL, such units can operate for many years without maintenance or replacement of seals.
Rotation unit details
To increase the reliability of equipment, we select only those suppliers of component parts that provide high reliability and prompt service.
A Russian service specialist from the company that supplies gravimetric dispensers from the Piovan company next to the press of the A-1600 line, which has been operating uninterruptedly since 2004 at the Komservplast enterprise
To increase the reliability of equipment, we select only those suppliers of component parts that provide not only high reliability, but also prompt service in the country where the equipment is planned to be used.
The extruder must operate continuously for years.
ONLY BETTER
All main units of ARSENAL equipment are equipped with the best components. On the ARSENAL line you can find logos of MITSUBISHI, FESTO, SCHNEIDER ELECTRIC, OMRON, SIEMENS, ABB, MACRO, ZAMBELLO, CITY, FIFE, MOTOVARIO and others. There are also many Russian components that are not inferior in quality to imported components. Yaroslavl asynchronous motors and domestic gearboxes, for example, have high technical data and are practically trouble-free.
The world's best blow ring MACRO ENGINEERING with air flow rate variation within 2% was created by the outstanding engineer Mirek Planeta; the new ARSENAL rings, by the way, are no worse
One-and-a-half-thread screws with a spiral barrier are recognized by experts as the best solution in film extrusion
Internal and external cooling system with hose protection from drafts and automatic thickness adjustment
The composition of the components is individually selected for each customer.
CONVENIENCE OF OPERATION
The importance of Human Factors is well known in aviation, for example, but is often underestimated in other areas. Ergonomics indirectly but decisively influences the quality and cost of manufactured products.
The operator's remote control is close to one of the main places of his work
Touch winding control with programming of torque and clamping force located directly on the winder
Low-maintenance power drive removed from work area
Ergonomic solutions reduce labor costs, fatigue and costly errors.
OPTIONAL EQUIPMENT
We advise customers on the purchase of auxiliary equipment such as a laboratory, specialized industrial transport, printing and package welding equipment, waste recycling lines, etc. At the same time, often the purchase and delivery of this equipment through us, thanks to discounts and savings on delivery, turns out to be more profitable and easier for the customer than purchasing it on their own.
Customer auxiliary equipment: scales, compressor, chiller, etc.
Buying as a kit is not only easier, but also faster and cheaper.
COMPLEX PROJECTS
As you know, the first 90% of work on a complex project takes 10% of the time, and the last 10% takes up the remaining 90% of the time. However, this problem can be solved by attracting specialists. At the customer's request, we can carry out turnkey delivery - from market analysis to personnel search and training, from a business plan to project financing, from building construction to launching products on the market.
A high-tech foil extrusion lamination line was supplied and launched by the Italian company GAP with the active participation of ARSENAL
The ventilation system for the production of polymer materials has its own specifics
We often take part in the design of specialized buildings and ventilation systems for film production at the request of our customers. This allows not only to improve the technical conditions for film production, but also to reduce the time and cost of preparing premises. Sometimes several times.
SERVICE
For uninterrupted production operation, we provide warranty and post-warranty service, a hotline, as well as an accessible warehouse with a full set of spare parts.
A service engineer will visit the customer upon request.
ATTENTION TO THE CUSTOMER
Any order entails intensive communication between our team and the customer’s team. The experience of building effective interaction, speaking not only the same language, but also on the same wavelength, significantly reduces the period for production to reach its designed capacity and specified quality indicators. ARSENAL transfers to its customers advanced technologies for highly efficient work to gain key advantages in the market, including new formulations using materials, additives and fillers of the latest generation, methods for effectively saving raw materials and improving product quality, orientation technologies, waste processing, laboratory testing of raw materials and finished products, methods of effective advertising, etc.
An ARSENAL specialist explains the principles of operation of the quality control system
EDUCATION
In many cases, the launch of complex modern production systems is impossible without intensive training of customer specialists.
Theoretical training is complemented by practical exercises
ARSENAL provides comprehensive training for customer specialists. In this case, it is possible to both learn from scratch and organize classes with leading experts, for example in the field of polymer chemistry. For initial training, the optimal course would be a comprehensive basic course for a group of specialists, which we conduct at our base. At the same time, to train more trained specialists, it would be advisable to send our training personnel to the customer’s enterprise.
COMMISSIONING
One of the most important stages of delivery is the launch and commissioning of equipment at the customer’s premises.
Commissioning work on commissioning of the co-extrusion line
Typically, installation supervision, commissioning and transfer of know-how are included in the delivery package.
In addition to the equipment itself, the delivery price additionally includes a number of services that significantly reduce and facilitate the production launch stage:
- development of options for placing equipment in the customer’s production premises, specifications for ventilation and power supply systems;
- training;
- setting up technology;
- supervision of installation at the customer’s premises;
- a complete set of operational documentation for main and auxiliary equipment;
- consultations on production equipment, types of raw materials used and supply of raw materials;
- a set of spare parts, tools and consumables;
- hotline and dispatch of an adjuster within 24 hours from the moment of contact.
ARSENAL also, at the request of the customer, organizes design and construction work, maintenance of operation and modernization of the line.
ATTRACTIVE PRICE
We pay special attention to reducing the price of “entry ticket” to the quality film market for our customers. Savings are achieved due to many, not always obvious, factors. For example, our lines provide excellent thickness variations, which makes the use of expensive thickness control systems unnecessary. Due to this factor alone, it is possible to reduce the cost of equipment by 4-5 million rubles.
When purchasing equipment manufactured in Russia, even with a large number of imported components, the customer saves a lot on delivery, duties, as well as business trips, installation, startup, and technical support for operation.
Indeed, why buy a heifer “overseas” if in the global economy quality costs the same everywhere?
We also meet the wishes of customers halfway and even often recommend that customers take on a number of works to reduce the cost of the project. Manufacturing an overpass according to our drawings, for example, can save up to two million rubles.
Overpass, entirely manufactured by the customer according to ARSENAL drawings
A significant cost item, reaching 50% of equipment costs, are fixed costs during the start-up period. The production launch time and associated costs are usually halved due to intensive multi-channel communication between specialists, the availability of standard documentation in Russian, the coincidence of the time zone, the schedule of holidays and weekends, the local supply base and other factors.
Our customers get more products and services for their money.
EFFECTIVENESS OF SOLUTIONS
Multi-component automated gravimetric feeders provide consistent quality, raw material savings and reduced labor costs
The industrial investor gravitates towards the following basic behavioral models: engineering, market and financial. In the first case, the entrepreneur starts from the technical capabilities of available equipment and technologies, as well as from the knowledge and experience of people who can be attracted to implement the project.
In the second, the businessman relies on the achieved level of film sales and knowledge of the market. In the latter case, the priority is to achieve maximum financial performance of the project. Ideally, all three approaches should be combined harmoniously. Only in this case is the maximum efficiency of the film production business guaranteed.
Due to the diversity of technologies and equipment, optimal solutions in the field of film production are particularly difficult to find. Efficiently operating production systems can only be created as a result of long-term development by specialists.
We shape the appearance of the equipment in collaboration with the customer.
INNOVATION
Nothing compares to the economic impact of innovation. They reduce the payback period of equipment by improving product quality and saving resources.
Raising the technical level requires significant labor costs from qualified engineers. One of the most complex and, at the same time, important components is the winder. Automation of winding provides the greatest savings in labor costs. In this area, the team of General Extrusion Technology, Ltd., whose winders are used on our equipment, has achieved the most advanced level. As a result, today we are able to satisfy the entire list of requests:
Automatic winder, clearance
- By winding speed - from powerful, for working with thick webs, to high-speed, designed for winding delicate thin films;
- By type of winding - contact, central, gap.
- According to the method of changing the roll - cyclic and revolving.
- In terms of the degree of automation of operations - with an automatic roll change, with an automatic core feeder, with an automatic roll unloading machine, with an automatic spool changer on the core, with a robot for laying rolls on pallets.
- The layout is stacked, back-to-back, face-to-face.
- For control - controllers with touch screens, with information transferred to a central computer, with a programmable cycle, with programmable tension adjustment.
- By standard size and assortment - web, half-sleeve, sleeve with folding up to 8 layers, with simultaneous winding of a large number of webs on one core.
- The spool sizes are 3 and 6 inches (76 and 152 mm).
- The winding width is up to 3.5 meters and the diameter is up to 1200 mm.
Automatic winder, turret (revolving)
The most modern solutions came to us from MSTU, Dubna Institute of Nuclear Physics, Lebedev Physical Institute, MITHT, Plastpolymer, as well as from the University of Stuttgart, American, German, Canadian, Czech laboratories and other scientific and technical centers. It was here that they, often for the first time, were embodied in successful production models.
The control systems department is debugging equipment for measuring film thickness
The creation of competitive equipment today can only be ensured by a powerful design department
The helicoid extruder bushing reduces energy consumption by a third; Only a few companies in the world make this masterpiece of mechanical processing, including GAP, WUH, Battendfeld, Extrudex.
The unique system for high-pressure supply of liquid additives, developed at ARSENAL, surpasses world standards in technical parameters
The air supply system was developed with the involvement of specialists from TsAGI and VVIA, who created the most famous domestic aircraft
DESIGN
Prestige, liquidity and even labor productivity depend on the implementation of the principles of technical aesthetics and ergonomics when creating industrial equipment.
Beautiful equipment attracts qualified personnel.
Brilliant masters of technical aesthetics and industrial design are involved in the development of components and the design of the equipment we supply.
The design of the Italian GAP extrusion lamination line was developed by ARSENAL specialists
Project
FILMOSKAN system design
Designed control panel
SAFETY
One serious incident is enough to shake the stability of the most successful enterprise. All equipment produced at ARSENAL complies with state standards, electrical safety standards, and has certificates of conformity and quality.
Our company employs labor safety specialists who are able to bring equipment into compliance with numerous domestic standards.
Our developers install interlock systems on equipment that prevent accidents and breakdowns.
In addition to mechanical barriers, various sensors, electrical and electronic devices, algorithmic interlocking systems and intelligent industrial vision are used for labor protection on ARSENAL lines
The latest developments are based on the use of emergency recognition algorithms, which can significantly reduce the likelihood of injury.
ATTENTION TO DETAIL
The thoughtfulness and convenience of equipment design, also called manufacturability, can significantly influence the attitude of operating personnel towards the work and, ultimately, the quality and stability of product output. As a result of taking into account the wishes and suggestions of our customers, our products are constantly changing for the better. Think about it, there is practically not a single original part in our current lines that has not undergone significant design improvements over the past 10 years. Changes often concern small things, but they are what make working on our machines so easy and enjoyable.
All electrical connections benefit from convenient connectors
We have developed special effective products for cleaning extrusion equipment.
Many years of experience allow us to take into account thousands of little details that make the life of film producers much easier.
WE Draw CONCLUSIONS
To make a profit, you need to find and realize competitive advantages. We have given above, to the best of our ability, possible directions for searching for such advantages. It remains to summarize the results. The following picture emerges. The graph shows an expert assessment of the most important factors in the attractiveness of equipment. A higher bar corresponds to a better indicator value. The last row of bars summarizes the results of the comparison.
We will be happy to discuss the fairness of the assessments made by our experts with you and for mutual benefit.
Call us, we are always happy to hear from you!
APPLICATION
More than 300 units of film extruders made by ARSENAL operate in hundreds of enterprises, including:
- WL Gore & Associates, USA
- ALPHA TRANSFORM, USA
- PHILLIPS, Holland
- BRATSK ALUMINUM PLANT, Bratsk
- Plastic DPO, Nizhny Novgorod region
- CJSC Krasny Vostok, Kazan
- CJSC Pivdom, Moscow
- JSC Prime, Moscow
- JSC PUMA, Peryaslavl-Zalessky
- Koservplast LLC, Moscow
- KVILS, St. Petersburg
- CJSC Selena Group, Moscow Region, Korolev
- EZKI, Elabuga
- KUBANSTOYPOLYMER, Krasnodar
- ATLANTIS-PACK, Rostov-on-Don
- Polymer container, Novomoskovsk
- NTL-UPAKOVKA, St. Petersburg
- ELERON, St. Petersburg
- Eurotara-Plus, Saratov
- Tauras-Phoenix, St. Petersburg
- Trial Market, Moscow
- Ecort-Packaging, Moscow
- VISS-Belgorod, Belgorod
- Clover, Moscow
- LOMOPlast, St. Petersburg
- LLC "Shinoremontny Zavod", Krasnoyarsk
- Nelidovo plastics plant, Tver region.
- PKF START, St. Petersburg
- Packaging and Service (Novaroll), Moscow
- CJSC Terna Polymer, Moscow region, Mytishchi
- CJSC "Rezon-product", Kazan
- Tvertorg LLC, Tver
- CJSC "Visit", Krasnodar region
- LLC, Lebedyan
- LLC "Polymer-Trade", Moscow
- LLC PKP "Resurs", St. Petersburg
- PBOYUL Kiyashko A.V., Zelenodolsk
- CJSC "TechnoSoyuz", Moscow
- LLC enterprise "Nizhpolimerupak", Nizhny Novgorod region, Dzerzhinsk
- CJSC "Stroyenergokomplekt", Volgograd region, Volzhsky
- LLC "PolymerTrade", Moscow
- Stiroplast LLC, Chekhov
- OJSC PPPO AvtoVAZ, Tolyatti
- LLC "Concept" Artem Far East
- LLC "Diapak" Zheleznogorsk
- LLC "Polymerservice", Kirov
- GammaPak LLC, Moscow
- Unipack LLC, Ryazan
- Zvezda-Pak LLC, Ulyanovsk
- OJSC "Plant of Magnetic Tapes and Technical Films" (formerly TASMA), Kazan
- OJSC Barnaul Brewery, Barnaul
- LLC "Ekopak" Maykop
- LLC "Technical films" Tolyatti
- LLC "Polymer-sintez" Kashin
- JSC Efes-Pilsner
- Tomsk State University
- NIIPM im. Petrova
- JSC LAVA
and many others.
HISTORICAL REFERENCE
The machine-building enterprise ARSENAL was created in 1996. From the very beginning, the company's president, Geoffrey Archibald, set high business standards. In the period from 1999 to 2011, ARSENAL supplied 322 extrusion lines and more than a thousand pieces of other equipment to 8 countries. ARSENAL is the most famous and respected company in the industry. We have always met the most complex customer requirements and achieved success together with them. Many film production and processing technologies appeared in the country thanks to ARSENAL. We are valued by partners and suppliers from different countries. They listen to us and believe us.
Manufacturing a screw for the Bratsk Aluminum Plant, 1996.
Extruder device and operating principle
An extruder is a device necessary to mix polymers and turn them into a homogeneous mixture using extrusion. After this, the final product takes on a certain shape. This usually happens in order to get:
- various types of pipes;
- plastic panels;
- films;
- cables and wires.
This device can use various types of polymers in its work, even polyethylene, polyvinyl chloride, etc. Now the principle of operation of the extruder is even applied to bioplastics. This apparatus can be used to carry out the technological process. As a result, parts can be obtained using the method of pressing the alloy through a special tool that gives shape. During the procedure, raw materials are affected by a large number of factors:
- elevated temperatures;
- mechanical loads.
DIY pipe extruder
A DIY manual welding extruder is no longer a fantasy. With the development of technology, a real opportunity has arisen to create this unit yourself.
Let's first understand what it is and why it is necessary. It is with the help of this unit that polymer products without length restrictions are produced. This has its own areas of use and application. Do-it-yourself manual extruder - simplicity and ease of assembly and subsequent operation.
Dressing process
The top part, also called the extruder head, moves the fusible polymer into the next chamber, otherwise called the mold, with the profile required for the selected product. The described method is one of the most common methods. The only thing that can be compared with it is the method of making plastic.
Which polymers interact particularly strongly with extrusion:
Well, the immediate process is quite transparent; it’s worth taking a closer look at the extruder itself.
Construction and operation
The idea itself is more than sixty years old; it is not surprising that over the past time it has undergone some changes and has become almost ideal. Over time, a large number of machines have appeared with different methods of influence and almost the same in the area of the resulting products.
What heats the base of the future product? Everything is quite simple here, the energy from mechanical processes becomes heat, which equally helps to heat the plastic. External thermal influence is also possible. Here, for the most part, it depends on the original design of the extruder.
Variable elements of plastic processing using extrusion:
- compound;
- nature;
- humidity;
- intensity;
- duration;
- pressure and temperature.
Extruder operation
The extruder is a fairly simple unit, and all technical variations can be divided into three groups. Groups are divided according to working hours:
- cold molding;
- hot extrusion;
- heat treatment.
The most popular element at the moment is hot molding. This process is accompanied by high pressure and speed. For implementation, an extruder called a screw extruder is required. The main element of such units is a special type of auger.
Here the molding process is located at the outlet. The raw materials are loaded into a specialized chamber, just like the selected additional components. These units have the factory ability to equip the screws with special elements.
Mixing the composition and its movement depends on this.
How does an extruder work?
The extruder, its working part, can be divided into three:
Process of using an extruder
The grain unit carries out its work due to closed chambers and grains located in them. Internal pressure increases due to the evaporation of moisture. To increase the volume of the mixture of steam and air, a sharp depressurization is carried out. And depressurization, in turn, increases the volume of grains.
Production
A manual extruder for polypropylene with your own hands is one of the simplest ways to purchase such a unit. It should be noted that the assembly process is not as complicated as it might seem, and anyone can do it.
The production of extruders is a rather interesting process, directly dependent on the configuration and purpose of the unit. Manufacturing differences:
- number of working chambers;
- availability of additional systems;
- design of elements.
The only thing that remains constant is the cylindrical shape. Today it is considered the most technologically advanced, and therefore remains itself.
Technological differences
The process of creating and operating an extruder is quite easy to understand. But there are still a few important points that need to be highlighted. In particular, the dry extrusion process requires lighting.
Why is this so? Dry extrusion is based on the heat generated by the unit itself, due to the direct process of operation. At the same time, it remains possible to introduce steam into the work; for this, it has a special chamber.
Why is steam needed? It is thanks to this that the wear resistance of the unit increases.
A special difference between this method is speed. The process lasts only half a minute. During this time, the unit manages to:
- grind;
- dehydrate;
- mix;
- disinfect;
- stabilize and increase volume.
A manual welding extruder with your own hands requires the purchase of several elements from which assembly is carried out. List of elements required for assembly:
- auger of proper configuration;
- Electrical engine;
- device body;
- supply container and output container;
- vacuum chamber.
Alternative unit
A manual extruder for polyethylene also belongs to the general cohort of extruders, although it has a slightly different purpose. What is this unit used for? For connecting various polymer products. The welding extruder is especially good in this area, applicable to various materials. This unit greatly facilitates working with small and very small plastic products.
Source
Basic principles and operating diagram of a manual welding extruder
Modern industry is characterized by a high rate of development; particular progress has been made in the production of various types of synthetic materials that are in demand in a variety of fields and industries - polyethylene, polypropylene, polyvinyl chloride and many others. Products made from thermoplastic are found almost everywhere - finishing materials, household items, etc. This abundance has led to the emergence of special devices that perform the function of processing various types of plastic - welding extruders.
The manual welding extruder occupies a special position in the modern tool market.
The device is designed to perform a strong and reliable connection of products made of polypropylene, propylene, polyethylene and other types of plastics.
For greater ease of use, the mechanical device is usually made in the form of a pistol with a handle. There is an upper nozzle on top that provides heating of the working mixture during operation.
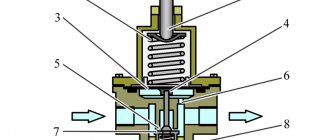
The design of the device includes the following components:
- Thermal heater;
- The chamber needed to melt the plastic;
- Extrusion chamber;
- Crushing screw mechanism;
- Engine;
- Feeder;
- Welding nozzle;
- Control system.
When performing work, the connection is carried out in several stages. When heated, the plastic becomes viscous, after which the mass is applied to the joining surfaces. After this, it will take some time for the resulting weld to cool down.
Manufacturers present two types of manual extruder models for the buyer to choose from. The devices differ in the type of raw material used - granules or rods. The performance of both types of devices is the same.
Operating principle of the rod device
Before starting work, it is necessary to fill the device with a filler rod, which must be made of the same material as the elements being welded. It is passed into the receiving sleeve located on the front panel. The rod is threaded so that its free end falls into the capture zone of the auger. Turning on the electric motor activates two processes:
- Exposure to a concentrated jet of hot air ensures heating of the filler rod;
- After a certain period of time, determined by a special sensor, the rod is fed into the grinding zone.
Then, under the influence of a rotating auger, the rod begins to crush, gradually turning into a granular mass. Melting, it moves further, where the granulate becomes homogeneous. The pressure exerted by the screw leads to the movement of the mass into the welding zone and further entry into the welding nozzle. The next stage is pressing to the surface of the products being welded.
As a result of pressure, the mixture is squeezed out. Careful and precise work results in a uniform strip. Depending on the nozzle configuration, its width may vary. The external temperature is significantly lower than that created by the thermostat. Thanks to this, the filler rod instantly hardens. The result is a high-strength weld seam.
The surfaces of the welded products must be cleaned of contamination. Also they must be the same. The following parameters are meant:
- Chemical composition;
- Density;
- Fluidity.
The rod used must also be identical to the material of the parts being processed.
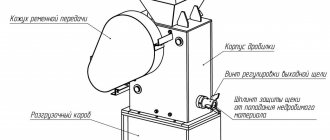
Working principle of blow molding extruder
Extruders are used to create parts from polymers that have complex shapes. It is not profitable to use other production methods in such cases. There is a special unit - a blow molding extruder. It is used to create polymer films. The principle of operation is the same as in a conventional extruder, only in this case the forming unit is created in the form of a narrow slit. After extrusion through it, a single-layer strip of the required width and density is obtained. There are models in which large round slots are installed, due to this, when pressed, the film is formed in the form of a sleeve. If desired, you can choose a mini-device that creates a sleeve no more than 3 cm wide. Small devices can be installed even in ordinary rooms.
The cost of the products presented on our website is much lower than market prices. We have been working in this field for more than 10 years and independently produce high-quality equipment. Accordingly, in addition to the affordable cost, you will also receive unique equipment that can cope with any volume of work.
Additional equipment for extruders
A number of companies offer additional equipment to equip both new and existing extruder plants. For example, the Expac system from Maag Pump Systems AG (Switzerland) consists of a pump, drive, adapter (coupling device), a set of instruments, a static mixer, a control system, and optionally a melt filter (Fig. 40). The system can be supplied either as individual components or assembled on a mounting frame.
As the main element, the system includes a booster gear pump. The pump installed between the extruder and the filter creates the necessary melt pressure at the outlet, smoothes out possible pulsations and pressure peaks created by the extruder, for example when it wears out or the heterogeneity of the raw materials used, due to its damping effect (Fig. 41). In addition, the melt temperature in the extruder decreases (ΔТ = ΔТ1 – ΔТ2), which increases the service life of the extruder and ensures stable melt quality. The pump transports the melt to the molding tool more evenly, and therefore ensures a higher quality of the molded material. A static mixer in the melt line after the pump homogenizes the melt flow both in composition and temperature.
It is most advisable to use this system in the production of flat and tubular films, composites and extrusion of parts from them.
Rice. 40. Schematic diagram of the Expac system
Rice. 41. Optimizing the extrusion process using a booster pump
513
What is polymer extrusion?
The extrusion process occurs when polymers are heated to a maximum of 250 0 C. Production occurs at speeds of up to 120 meters/minute. About 30% of the total volume of polymers is processed using extrusion technology using extruders. Let's try to understand the intricacies of this process.
Polymer extrusion is a technology for producing molded products from thermoplastics and their compositions on screw presses. It is carried out by pressing (under pressure) a homogeneous melt through the slot of the extruder molding head.
The gap has a certain shape, which determines the geometry of the product - siding, film, PVC window profile. Granules of LDPE and HDPE polyethylene, polypropylene, PVC, polystyrene and other polymers are used as raw materials.
Extrusion includes the following steps:
- obtaining a homogeneous melt in the extruder;
- molding;
- product cooling;
- tension and winding (films), cutting (profile, pipe).
Film extrusion
The most popular molded products produced using extrusion are films. They are made from polystyrene, polypropylene, polyamide, lavsan, polycarbonate, PVC, but the most popular of them are, of course, films made from extruded high and low pressure polyethylene. Using their example, we will look at what stages this material goes through when leaving the extruder.
There are two methods for extruding films:
- Sleeve inflation method.
- Flat slot extrusion method.
The design and principle of operation of an extruder, what is it?
Just by the fact that the words “extruder” and “extrusion” are the same root, it becomes clear that the extruder is the main working body of the extrusion line.
Along the length, the polymer extruder is conventionally divided into three zones: loading, melt compression and dosing.
- Loading Zone. Granules (powder, secondary raw materials) are fed into the hopper by gravity or under the pressure of air compressed by a compressor. The screw, which is driven by the drive, rotates and compacts the polymer into a plug and moves it to the hot sections of the extruder.
- Melting zone. Here the pitch between turns begins to decrease. As a consequence, the same volume of polymer tries to fit into a reduced space. The plug is pressed against the heated walls of the extruder pipe, melts, and the melt is mixed. We would like to clarify that melting occurs mainly not due to heaters (they only intensify the process), but due to enormous shear deformations in the compacting polymer.
- Dosing area. At the exit from the extruder, the polymer is forced through a system of filter meshes and passes through a molding hole, the profile of which depends on the shape of the product being manufactured.
Important! Extruders can vary in type and number of screws. Available: single-screw, twin-screw and multi-screw, disk and multi-disc extruders.
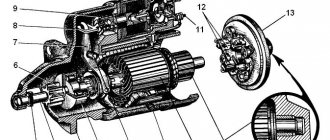
About the design of a single screw extruder.
Inside the thick-walled housing (pipe), a screw rotates - a metal rod with a screw winding. The screw moves the granules towards the extrusion head. The body is surrounded by sections of clamp heaters, which heat the metal and melt the polymer, which is pressed by a screw to the inner surface of the pipe. The “hot” part of the equipment is placed in a water-cooled casing, and the top is insulated with a thermal cover.
Extruders with barrier type screws
Barrier type augers (Fig. 21) are double-cut augers. This type of screw is mainly used for high-performance extruders.
The operating principle of all barrier augers is largely similar. The barrier zone begins at the point where the barrier flight is placed on the auger. The gap between the barrier turn and the cylinder is larger than the gap between the main turn and the cylinder. The size of the barrier gap should ensure the movement of the polymer melt over the barrier and prevent the movement of solid polymer particles. As a result, the solid material remains on the active side of the barrier coil, and the polymer melt on the passive side. Thus, the barrier coil leads to phase separation, separating the solid material from the melt (Fig. 22). Because solid material can plug the channel, melting must begin before the barrier zone begins to allow the barrier coil to be used.
As the screw moves, the cross-sectional area of the channel for moving solid material decreases, while the cross-sectional area of the channel for the melt increases. At the end of the barrier zone, the melt channel occupies the entire
Rice. 21. Barrier type screw
Rice. 22. Phase separation in a barrier screw
cross section. This geometry ensures complete melting of the solid material. It is permissible for a solid material to cross the barrier gap, but only if its particles are reduced in size so much that they can melt quickly enough. This configuration ensures optimal pellet melting. Another advantage of the barrier design is that flow through the barrier gap occurs at a relatively high shear stress, which ensures active mixing of the melt.
Co-extrusion and co-extrusion.
Coextrusion is a technology used to produce multilayer films.
The following raw materials can be used: low and high density polyethylene, polypropylene, polyamide film and other polymers. The granules of these plastic masses are melted in different extruders, after which they are combined and passed through one molding die (head). For strong bonding, the molecular network of polymers must be similar in structure. But if you need to bind a barrier layer, for example, EVOH and linear polyethylene, then special binder copolymers are required.
Co-extruded multilayer films are used for vacuum sealing of products, such as transport packaging, agricultural film (for mulching, film with antifog effect), pharmaceutical packaging.
Using a similar technology, called co-extrusion, siding panels and PVC profiles are produced. Polyvinyl chloride is the basis of the profile, occupies about 80% of the panel thickness, the remaining 20% is acrylic. As in the case of coextrusion, the operation of two coextruders is used, where PVC and acrylic are melted separately. These melts are combined in a slot filler, from where they emerge as a ready-made soldered product.
Coronal processing of film after extrusion
The chemical inertness and low surface energy of the film make it impervious to printing or any other ink. Coating the surface of polyethylene will become possible if its surface energy is at least 10 dynes/cm higher than the energy of the applied paint. Otherwise, the paint will simply collect in drops. You can “recharge” the film by corona treatment. Each extrusion line is equipped with a corona treatment activator, which consists of: a generator, a transformer and electrodes. When the film disappears into the region of the electromagnetic field, its surface energy increases and the top layer of macromolecules is damaged (microetching).
Application of extrusion technology
- Chemical industry. Almost all thermoplastics and their compositions can be processed by extrusion into finished products (films, pipes, insulation shells, siding, sheets).
- Production of compound feed. The crushed raw materials for the production of mixed feed enter the extruder, where it is subjected to compaction, compression and heat treatment at temperatures up to 200 0 C. This processing method increases the nutritional value and digestibility of the feed, retains vitamins in it and prevents the proliferation of microorganisms.
- Briquetting of solid biofuel. Processing of biomass (peat, coal dust, sunflower husks, sugar production waste, soybean straw, wood chips) and pressing it into granules or briquettes is carried out using extruders;
- Food industry. Pasta, corn sticks and flakes, chewing gum and chips, soy products—all of these products are made using food extrusion.
The development of extrusion production is now proceeding in three directions. These are: improvement of existing equipment, use of new polymer compositions, improvement of automated control systems. The last direction seems to be the most relevant - installations equipped with microprocessor-based automated control systems have already appeared in Russia. They allow you to automatically control not only the operation of the extruder, but also the systems for preparing raw materials, calibrating and cutting finished products.
Types of extruders
Extruder for polyvinyl chloride (PVC) profile
The simplest and cheapest way to produce a polymer or composite profile is extrusion. The nature of the raw materials used and the complexity of the resulting product determine the need to select a single-screw or twin-screw extruder, as well as the corresponding die plates.
In this way, the finest threads, strips, sheets, panels and profiles of complex geometry are produced. The principle is the same everywhere. Sometimes various impurities are added to the polymer base, which make it possible to produce composite materials for various purposes.
Tube extruder
Plastic pipes are also produced on similar lines. The peculiarity of their manufacture lies in the special requirement for the polymer mixture. The finished mixture should not contain gas bubbles, which can make the pipe walls inhomogeneous and fragile. For this purpose, a special degasser is installed in these extruders. In addition, pipe extruders use twin-screw installations with barrier screws, which make it possible to achieve homogeneous and uniformly heated raw materials to the desired temperature.
Production of polyethylene
All types of polymer films are also produced using the extrusion method. In production, for this purpose, a blow molding extruder is used, which allows you to set the required thickness and width of the product. The forming unit is represented by a thin slit. Sometimes slot dies are used to blow the film in the shape of a sleeve. Devices for producing films of small width are compact and do not consume much energy.
Process line
In production, the extruder is the main element of the extrusion line, which also includes a number of other devices.
Product lines also include:
System for preparing raw materials and their supply. This unit is especially important when producing composite materials. Sometimes raw materials need additional drying, calibration, and crushing. Cooling system. The raw material leaving the extruder is still heated to a high temperature. To cool it as quickly as possible, air or water cooling systems are used. For example, a PVC profile can be cooled using air or water baths. Mandatory cooling is also provided when using molds. Otherwise, the molds may reach high temperatures, and the finished product may lose its intended shape if its temperature is not sufficiently reduced.
Extruder, on the shelves.
An extruder is a machine for the production of polyethylene film (HDPE, PSD, LDPE low, medium, high pressure polyethylene). How and where it begins, I will tell you below, friends.
A bunker, raw materials are poured into it and all sorts of additives are added, for example chalk, chalk is needed to save raw materials and to increase the mass of polyethylene.
This is the brain, the control panel and buttons with the inclusion of individual parts of the extruder, on top there is a display of heating zones - heating elements, temperatures are set, the temperatures for each material are individual, the temperatures for HDPE are shown in the photo, on HDPE they go lower from 155 to 165, on PSD you can put the following the same as for HDPE, but they recommend something between HDPE and LDPE.
1.) Embossing, it is done in rolls and forms a rough surface of the bag. One is rubber, the other is metal, they have a motor that rotates them, thereby pulling the package onto the winder.
2.) A winder, the rollers are actually wound on it, there are shafts and a pair of adjustment buttons for loosening or tensioning the polyethylene web, and a roll meter sensor. It also has a motor that rotates the shafts.
3.) Airflow. It cools the material, with its help a crystallization zone is formed, roughly speaking, with its help polyethylene passes from a molten to a solid state, forming a “glass” of a sleeve; below I will give an example in the photo.
In the first photo there is a blowing ring, corrugated hoses are connected to it, air flows through them and exits through the hole shown in the first photo. On the second, a black marker shows the ringing of crystallization where a “glass” is formed, a red marker shows how air enters, the material goes molten to the crystallization zone. Let's call what goes above the glass a sleeve, so that it would be easier to explain further.
This is a clamping ring and an eye for inflation. The sleeve of the glass is clamped with a ring so that it does not move to the left or right, but goes straight. The eye inflates the glass if it becomes smaller in diameter, the eye works simply, it is a laser pointer that catches the size of the glass, if it decreases, then air is supplied inside the glass, thereby inflating it to the desired size.
We call this lattice “ribs”; it also clamps the sleeve, they stabilize it and thus prevent the sleeve from moving.
4.) These are exhaust shafts. The rubber one rotates counterclockwise, the metal one rotates clockwise, they are pressed against each other, thereby pulling the sleeve further into the embossing and onto the winder.
5.) The extruder screw is a spiral shaft, which is heated using a heating element, about two meters long on this model. Snails on the sides to cool areas if they start to overheat. Each heating element is 1 zone.
This is a mandrel and a die, the mandrel is the penultimate photo, the die is the last, I’ll just add that periodically you need to disassemble and clean these parts, since the material burns to the walls and comes out unevenly, which leads to different thicknesses of the canvas, for example, one edge is thinner, the other is thicker, and this is already considered a marriage. In the first photo below, there is a plug with four bolts on which the filter is clamped, I will show you about the filter and its replacement in the video, you will clearly see how it is clogged with dirt, dirt in the raw materials leads to breaks and poor quality of the bag.
Manual welding extruder. We weld plastic
In the practice of production activities of small enterprises involved in packaging various products, as well as when laying plastic pipes, a tool is needed that can be used to reliably connect materials with a low melting point. The class of such materials is large - these are low-density polyethylene (HDPE), polyvinyl chloride (PVC), polypropylene, etc. A manual welding extruder can handle all this work.
Design and operating principle
A manual welding extruder is a thermomechanical device that sequentially carries out two processes - heating a low-melting plastic to a viscous state, and then squeezing the mass onto the surface in the joint area. There, HDPE, PVC and other low-melting plastics solidify, forming a strong weld.
For compactness and ease of use, the equipment in question is usually designed in the form of a pistol with a handle (in which the drive electric motor is mounted) and an upper nozzle for heating the working mixture. The welding extruder consists of the following components:
- Electric motor.
- Feeder.
- Extrusion chamber.
- Crushing screw device.
- Chambers for melting plastic.
- Thermal heater.
- Welding nozzle.
- Control systems.
To operate, the device is pre-filled with a filler rod made of the material that will be used for welding. The process goes as follows. On the top panel of the extruder there is a receiving sleeve with a hole through which the filler rod is passed.
The filling must be such that the free end of the rod falls into the area where it is captured by the auger.
When the electric motor is turned on, two processes occur: heating the filler rod with a concentrated stream of hot air, and - after some time, which is determined by the device sensor - feeding the rod into the grinding zone.
There, a rotating auger crushes the plastic rod, turning it into a granular mass. The latter melts when heated, and, moving further, enters the melting zone. In this zone, the granulate is already mechanically and homogeneous.
Under the influence of pressure from the screw, it passes into the welding zone, enters the welding nozzle and, in the process of pressing against the surface of the products being welded, is squeezed out into a uniform strip, the width of which depends on the configuration of the nozzle.
Since the external temperature is much lower than that created by the thermal heater, the material of the filler rod instantly solidifies, forming a welding seam.
In less compact but more productive extruder models, the filler rod is heated using an external thermal heater, and air is supplied there from a small compressor.
There may also be design differences in the method of heating the filler material: sometimes heating is carried out by ring heating elements coaxially placed in the thermal heater body.
The manual welding extruder control system performs the following functions:
- Pre-setting the heating temperature, which is determined by the melting temperature of the plastic (as is known, HDPE melts at 120...130ºС, PVC - at 150...220ºС, and polypropylene - at 170...190ºС).
- Turning on the thermal heater;
- Starting the drive of the auger grinder;
- “Cold start” blocking, when the screw can move still heterogeneous filler material;
- Switching off the thermal heater while the auger is still rotating, which eliminates the adhesion of granulate residues in the welding chamber.
Operating rules and selection of a manual welding extruder model
Before use, it is necessary to fulfill a number of conditions usual for plastic: clean the surface of the products to be joined from external contaminants and avoid working with wet material.
The success of the work also depends on the difference in the melting temperatures of the materials being joined, if they have different chemical compositions.
For example, HDPE with polypropylene can be welded using the method under consideration, since their melting temperature ranges completely or partially overlap. On the contrary, welding HDPE with PVC, and even more so with polypropylene, is problematic or completely impossible.
In such cases, a welding extruder can only be used to join products made from the same materials.
The compactness of the manual welding extruder allows its effective use even without stopping the operation of the connected devices. In particular, when welding polypropylene pipes, it is not necessary to turn off the water supply through them.
A number of mandatory checks are carried out first (especially if the extruder has not been used before):
- Checking the straightness of the feed of the filler rod in the extruder sleeve: with high roughness of the forming rod, the rod can move not in a straight line, but along a helical line, which will worsen the operating conditions of the screw crushing device and lead to the formation of granulates that are not uniform in size.
- Control check of the effectiveness of the heating temperature of the rod to the state of its viscosity: material from different manufacturers may have a different range of melting temperatures.
- Checking the reliability of pressing the welding nozzle to the surfaces being joined, especially if they have a complex configuration. Many models of manual welding extruders are equipped with replaceable nozzles for this purpose.
- Checking the possibility of melting the materials being joined with heat from a thermal heater, without supplying a filler rod. It is carried out in the absence of accurate information about the material of the products connected in this way.
The selection of a suitable manual extruder model is made according to the following parameters:
- By productivity per unit of time;
- For the convenience of managing process parameters;
- According to the thickness of the welded products;
- By equipping the device with replacement devices
- According to the range of rod diameters.
It should be noted that most brands are designed to work with filler material from a specific manufacturer (often the same one that produces extruders).
Theoretically, it is possible to make a household welding extruder with your own hands. To do this, a screw drive is attached to a conventional industrial hair dryer (for example, for grinding feed), and both units are designed in a compact form.
Instead of a screw, a more affordable plunger drive is sometimes installed, but this option is unreliable: it all depends on the homogeneity of the material of the original rod.
The electric motor for the drive is selected as a commutator type, which better tolerates constant changes in torque values.
Welding extruder manufacturers
The most popular devices in this market segment are:
- From the Munsch brand (Germany). Consumer advantages - ease of fastening of all components (which increases maintainability), undemandingness in the size of the filler material, the presence of a separate heating function (useful when using the extruder outdoors in the cold season), a convenient set of replaceable nozzles, and a perfect control and monitoring system. Plus - traditionally high German quality of manufacturing and assembly.
- From the Leister brand (Switzerland). The manufacturer produces a wide range of standard sizes of welding extruders: from small ones, with a productivity of up to 0.8...1.2 kg/h, to professional ones, designed for processing up to 6 kg/h. The devices are equipped with a modern control and monitoring system for welding progress and are ergonomic to use. The quality is also at a high level. There is a special line of machines for welding linoleum.
- From the Dohle brand (Germany). The company is known as a manufacturer of construction hair dryers, but recently it has been actively positioning itself as a manufacturer of manual welding extruders. Unlike the above brands, it uses purchased electric motors for drive. It produces the smallest extruder with a productivity of only 0.5 kg/h, which is equipped with a hose and a built-in mini-compressor.
- From the Stargun brand (Italy). With a small range of models, the extruders of this company differ in drive power and are designed for use primarily in professional settings. The highlight of the devices is the possibility of local illumination of the welding zone.
- Domestic extruders of the RSE type. They are equipped with a filler material supply drive and include most of the same options that have already been listed above.
Prices for extruders depend on their functionality and performance. On average, the cost of domestic devices ranges from 30,000 to 55,000 rubles, imported ones - from 50,000 rubles. and more.