The air collector (receiver) is
A cylindrical metal vessel with spherical bottoms. Designed for accumulation and storage of gases under pressure.
Air compressors are necessarily equipped with receivers that:
- They create a supply of compressed air and ensure its uninterrupted supply to the pneumatic system.
- Due to the large volume, pressure drops and pressure pulsations of compressed air are dampened (in the case of using piston compressors). The pulsations that occur when such compressors operate without a receiver lead to rapid wear of pipelines and pneumatic equipment.
- They cool the hot air from the compressor and ensure that condensation falls at the bottom.
Capacity must be provided:
- The valve allows air from the compressor to pass in one direction;
- Devices for releasing air into the air system;
- Safety valve;
- A faucet for draining the formed condensate;
- Pressure gauges for visual monitoring of pressure.
Types of receivers and their scope of application
The air collector is used as part of compressor stations (CS), nitrogen, ammonia and refrigerant installations for storing and producing compressed air, nitrogen, oxygen, etc.
Air receivers are:
- linear. They are installed between the control valve and the condenser. Such receivers serve to compensate for differences in the liquid filling of evaporative equipment during heat load surges. By freeing the condenser from liquid, they create a flow of liquid agent moving evenly to the control valve. The refrigerant, maintained at the same level, becomes a hydraulic seal that prevents steam from flowing into the evaporator.
- protective. They are installed below a certain level where the evaporation system equipment is located. Designed for draining liquid from liquid separators and evaporators in pumpless refrigerant supply systems.
- drainage (RD or RDV). Such receivers are needed to drain liquid refrigerant from pipelines and refrigeration units during their repair and during their operation. circulation (RCZ and RCC). Reservoirs that are filled with liquid refrigerant are designed to ensure continuous operation of the circulation pump that supplies liquid to the evaporators.
- Circulating air receivers are used in pump-circulating units for supplying liquid refrigerant to evaporative systems. Air drainage receivers RD are used as protective, drainage, linear and circulation receivers; RDV vertical air receivers are used as circulation and protective receivers.
You can find out the prices for air receivers sold by AIRTECHNO LLC in the price list.
Types of air collectors and their technical characteristics
By design, gas air collectors are divided into:
Stationary and mobile. Mobile ones are usually not made with a capacity of more than 500 liters.
Usually designed for a working pressure of 0.8 MPa, but it can be increased to 1.4 MPa and even up to 2.5 MPa.
The capacity of stationary air intakes is standard and can be 0.5, 1.0, 1.6, 2.0, 3.2, 4.0, 6.3, 8.0, 10.0, 16, 20, 25, 32, 40, 50 cubic meters.
Production of air collectors
An air collector is a vessel that must withstand high pressure, have corrosion resistance, and be resistant to the influence of aggressive environments and temperature changes. Depending on climatic conditions, it is made of carbon and alloy steels.
The body is made of steel sheet using special bending machines. After shaping, all parts are welded using automatic welding machines.
All welds undergo several degrees of control.
After installing all additional technological equipment, the internal and external sides are coated with special compounds to increase corrosion resistance.
A passport is issued for each receiver, which indicates the necessary technical characteristics, delivery set, test and research data, and a document certifying the quality of the vessel’s manufacture.
What happens if you stop using the receiver?
If the receiver is not used, compressor owners will experience premature wear of the pneumatic actuator or tool. The cause of wear will be destructive pressure beating, multiple damage to flexible fittings by abrasive particles, and corrosion of ferrous metal parts. In addition, due to frequent engine starts, the compressor itself, operated in the most severe mode, almost without interruption, will fail. Therefore, any manufacturer of compressor equipment insists on the use of receivers, and ignoring this requirement may lead to denial of warranty service.
Return to list
Features when operating air collectors (receivers)
The receiver must be installed and tested before startup, taking into account the requirements of GOST 24444-87 and SNiP 3.05.05-84.
Safety precautions must be met.
Daily inspection and maintenance are performed only by certified personnel. After 5000 hours, oil contamination is removed.
Once every four years, the vessel must undergo inspection. Flaw detection is carried out by services specializing in checking welds and metal condition. The date of the inspection and the conclusion on the further operation of the vessel are recorded in the passport.
Receivers of the same type are easily combined. A series connection improves the degree of air purification, and with a parallel connection it is possible to repair one without stopping the compressor.
Bezhetsk plant "ASO"
| Model | Steel | terms of Use | Operating pressure | Volume | Enter exit | Dimensions / Weight |
| brand | °C | atm. | l. | inch | cm/kg | |
| Air receivers made of St3ps steel with a working pressure of 10 atmospheres Operating conditions for these air collectors from -20 to +100°C | ||||||
| RV 110/10 | St3ps | -20 to +100 | 10 | 110 | 1/2″ | 54 x 56 x 101 / 50 |
| RG 110/10 | St3ps | -20 to +100 | 10 | 110 | 1/2″ | 82 x 56 x 67 / 55 |
| RV 230/10 | St3ps | -20 to +100 | 10 | 230 | 1/2″ | 54 x 56 x 173 / 92 |
| RG 230/10 | St3ps | -20 to +100 | 10 | 230 | 1/2″ | 160 x 57 x 70 / 93 |
| RV 430/10 | St3ps | -20 to +100 | 10 | 430 | 1 1/2″ | 69 x 63 x 185 / 128 |
| RG 430/10 | St3ps | -20 to +100 | 10 | 430 | 1/2″ — 1″ | 172 x 65 x 85 / 130 |
| RV 500/10 | St3ps | -20 to +100 | 10 | 500 | 1 1/2″ | 69 x 63 x 206 / 142 |
| RG 500/10 | St3ps | -20 to +100 | 10 | 500 | 1″ | 197 x 65 x 84 / 150 |
| RV 900/10 | St3ps | -20 to +100 | 10 | 900 | 2″ | 90 x 82 x 222 / 296 |
| RG 900/10 | St3ps | -20 to +100 | 10 | 900 | 2″ | 210 x 87 x 110 / 293 |
| Air receivers made of St3ps steel with a working pressure of 16 - 25 atmospheres mainly used in the production of PET containers, as well as in other industries. Operating conditions for these vessels are from +5 to +100°C. | ||||||
| RV 110/16 | St3ps | from +5 to +100 | 16 | 110 | 1/2″ | 54 x 56 x 101 / 55 |
| RG 110/16 | St3ps | from +5 to +100 | 16 | 110 | 1/2″ | 82 x 56 x 67 / 60 |
| RV 230/16 | St3ps | from +5 to +100 | 16 | 230 | 1/2″ | 54 x 56 x 173 / 107 |
| RG 230/16 | St3ps | from +5 to +100 | 16 | 230 | 1/2″ | 160 x 57 x 70 / 111 |
| RV 230/25 | St3ps | from +5 to +100 | 25 | 230 | 1/2″ | 54 x 56 x 173 / 124 |
| RV 430/16 | St3ps | from +5 to +100 | 16 | 430 | 1″ | 69 x 63 x 185 / 173 |
| RG 430/16 | St3ps | from +5 to +100 | 16 | 430 | 1/2″ — 1″ | 172 x 65 x 84 / 175 |
| RV 500/16 | St3ps | from +5 to +100 | 16 | 500 | 1″ | 69 x 63 x 206 / 189 |
| RG 500/16 | St3ps | from +5 to +100 | 16 | 500 | 1″ | 197 x 65 x 84 / 200 |
| Outdoor air receivers made of 09G2S steel with operating pressure up to 40 atmospheres The operating temperature for these models of air collectors is from -40 to +100°C. | ||||||
| RV 250-01/10 | 09G2S | -40 to +100 | 10 | 250 | 3/4″ | 57 x 57 x 200 / 124 |
| RV 500-01/10 | 09G2S | -40 to +100 | 10 | 500 | 1″ | 69 x 63 x 206 / 165 |
| RV 900-01/10 | 09G2S | -40 to +100 | 10 | 900 | 2″ | 90 x 82 x 222 / 255 |
| RG 900-01/10 | 09G2S | -40 to +100 | 10 | 900 | 1 1/4″ | 210 x 87 x 110 / 225 |
| RV 230-01/25 | 09G2S | from +5 to +100 | 25 | 230 | 1/2″ | 54 x 56 x 173 / 130 |
| RV 240-01/40 | 09G2S | -40 to +100 | 40 | 240 | 3/4″ | 55 x 55 x 173 / 160 |
| Galvanized air receivers used in areas where it is important to prevent corrosion products from entering compressed air. The galvanized body ensures durability and long service life of the product. | ||||||
| RV 500/10Ts | St3ps | -20 to +100 | 10 | 500 | 1 1/2″ | 69 x 63 x 206 / 150 |
| RG 500/10C | St3ps | -20 to +100 | 10 | 500 | 1″ | 220 x 65 x 78 / 165 |
| RV 500/16Ts | St3ps | from +5 to +100 | 16 | 500 | 1″ | 69 x 63 x 206 / 190 |
| RV 900/10C | St3ps | -20 to +100 | 10 | 900 | 2″ | 90 x 82 x 222 / 302 |
| Air receivers made of stainless steel 12Х18Н10Т are an excellent choice for use in the food, medical and chemical industries, as well as in other industries where high resistance of equipment to environmental influences is required. Operating conditions for the stainless steel air collector are from -60 to +100°C. Receivers made of stainless steel from the ASO plant can be used in difficult conditions for at least 20 years. | ||||||
| RV 110-02/10 | 12Х18Н10Т | -60 to +100 | 10 | 110 | 1/2″ | 54 x 56 x 103 / 60 |
| RV 250-02/10 | 12Х18Н10Т | -60 to +100 | 10 | 250 | 3/4″ | 54 x 56 x 173 / 110 |
| RV 500-02/10 | 12Х18Н10Т | -60 to +100 | 10 | 500 | 1″ | 69 x 63 x 206 / 150 |
| RV 900-02/10 | 12Х18Н10Т | -60 to +100 | 10 | 900 | 2″ | 90 x 87 x 220 / 215 |
OJSC "Bezhetsky
For more than 80 years, it has been producing horizontal and vertical air collectors (air receivers) of various volumes (from 10 to 900 liters) for compressed air pressure up to 2.5 MPa. The manufacturing technology and design of receivers are constantly being improved and meet all modern requirements. Receivers are manufactured using modern machine equipment from domestic and foreign manufacturers. Air collectors are painted on an automatic powder coating line.
The quality of air collectors is controlled at all stages of production. During the manufacturing process, each receiver undergoes a full range of mandatory tests and quality control, which guarantees complete safety during operation. The longitudinal seam and circumferential welded joints of the receiver are subjected to inspection using ultrasonic flaw detection in order to identify internal defects in them. Each receiver is subjected to hydraulic testing for strength and density; pneumatic leak test.
Air collectors of JSC Bezhetsky are distinguished by high quality, reliability, ease of use and maintenance.
Receivers produced by OJSC Bezhetsky
, belong to the 4th group of vessels operating under pressure, with a wall temperature not exceeding 200 ° C, in which the product of pressure in MPa (kgf/cm2) and capacity in m3 (l) does not exceed 1.0 (10000), and Our air collectors are not subject to mandatory registration with state technical supervision authorities, in accordance with the provisions of the “Rules for the Design and Safe Operation of Pressure Vessels”.
Each receiver has a registered pressure vessel passport, a GOST R certificate of conformity and a permit for use by Rostechnadzor. The delivery set also includes a safety valve, a pressure gauge and a drain plug to remove condensate.
The air collector is an important part of the pneumatic system for supplying an enterprise with compressed air and delivering it from the compressor to consumers. An air collector or receiver is a pressure vessel, a cylindrical container with elliptical bottoms for accumulating excess compressed air produced by the compressor. Storing excess compressed air is the main purpose of an air receiver. In addition, the receiver ensures smoothing of the pulsation of the compressed air supply from the piston compressor and the uneven consumption of compressed air by consumers during the work shift. Thanks to the use of an air collector, the optimal operating mode of the screw compressor is ensured, the number of compressor restarts is reduced, primary cooling of the compressed air and condensate collection occurs in the receiver.
Air collectors are available in horizontal or vertical versions. The horizontal air collector is mainly used as part of a compressor unit; a compressor, engine and other equipment (automation, compressed air dryer, filters, etc.) are mounted on it. Horizontal air collectors are manufactured with a volume from 10 to 500 liters with a pressure of 1.0 - 2.5 MPa. An example of the use of a horizontal air collector is the S-415M piston compressor and the S-416M piston compressor, as well as low-power screw compressors VK-53M1 and VK-57M1. If necessary (for example, in rooms with a low ceiling), a horizontal air collector can also be used as a separate receiver to create a supply of compressed air in the pneumatic system of the enterprise.
Vertical air collectors are widely used as compressed air reservoirs due to their minimal footprint. Such a receiver is connected to the compressor and the pneumatic line using metal or plastic pipes or using a flexible connection. The vertical air collector can be easily integrated into the existing compressed air supply network in a convenient location after the compressor and between consumers. Also, vertical type air receivers are used to mount a compressor on them, such as the KV-7 and KV-15 piston compressor.
Air receiver instruction manual
An air receiver is a vessel operating under pressure. It is intended for the accumulation and storage of compressed air; to equalize and maintain pressure in pipelines; softening pulsations caused by compressor operation; maintaining the required operating mode of the compressor and reducing the number of its bypasses; primary cooling of compressed air; collection and removal of condensate.
Persons over 18 years of age who have previously completed industrial training, labor safety certification and instruction on the safe maintenance of pressure vessels are allowed to service air receivers (air collectors).
1. The compressed air receiver is a welded structure, manufactured in accordance with the requirements of OST 26 291-94 “Welded steel vessels and apparatus. General technical conditions" and PB 03-576-03 "Rules for the design and safe operation of pressure vessels."
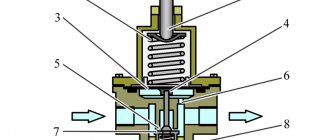
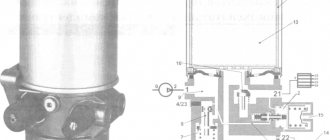
On the shell and bottom of the air collector there are threaded bosses: for connecting pipelines supplying and discharging the working medium from the receiver - compressed air; for installing a safety valve and pressure gauge; for installing a valve, a plug for draining condensate; there is a flange, the hole of which serves as a hatch for inspecting the inner surface of the vessel (see Figure 1).
2. A plate with information about the manufacturer, technical characteristics and operating parameters of the receiver must be attached to the air collector.
Changing the working environment and parameters of the air receiver specified in the passport is not allowed.
3. Installed fittings, instrumentation and safety devices must comply with the parameters specified in the passport for the pressure vessel (receiver - air collector).
The pressure gauge must be installed so that its readings are clearly visible to operating personnel. The operating pressure measurement limit should be in the second third of the pressure gauge scale. The owner of the receiver must mark a red line on the pressure gauge scale, indicating the operating pressure in the vessel. Instead of the red line, it is allowed to attach a metal plate painted red to the pressure gauge body and tightly adjacent to the pressure gauge glass.
A sealed safety valve must be installed on the receiver to protect the receiver from pressure exceeding the permissible value. If, when the valve is opened, air comes out and there is no increase in pressure in the receiver, and when the ring or blasting head is lowered, the valve closes and remains tight, the valve is considered to be in good condition.
4. Operating conditions of the air collector:
- altitude above sea level no more than 1000m;
- ambient temperature from 253K (-20°C) to 313K (+40°C);
- relative air humidity no more than 80% at 298K (+25°C)
5. The air receiver can be transported by any type of transport, taking into account the requirements of the Rules in force for the corresponding type of transport.
6. The receiver should be packaged during transportation in wooden boxes or using lightweight transport packaging, on securely fastened wooden supports, while the receiver can be packed in plastic film.
The threads of the holes must be preserved by applying inhibited oils and closed with plugs or plugs. Separately supplied parts and components must also be preserved and packaged in a plastic bag.
Technical and shipping documentation must be packed in a plastic bag.
7. Storage conditions for the air collector – closed, unheated room. The storage method must prevent mechanical damage and corrosion of the receiver.
When storing an air receiver for more than a year, provided it is stored in a closed, unheated room, the receiver must be re-preserved. To do this, it is necessary to depreserve the receiver: remove all plugs and plugs; Use a rag moistened with a degreaser to remove previously applied preservation from surfaces; wipe with a dry cloth; Apply the preservation again (see point 6).
8. It is not allowed to use threaded bosses as hooks to lift the receiver and move it.
9. It is prohibited to alter, weld, insert or install devices that violate the integrity of the air collector receiver.
10. The owner is obliged to ensure that the receiver is maintained in good condition and safe working conditions in accordance with the requirements of the relevant sections of PB 03-576-03 “Rules for the design and safe operation of pressure vessels.”
To do this, it is necessary to appoint by order from among the specialists responsible for the good condition and safe use of the air receiver, as well as those responsible for supervising the technical condition and operation of the air receiver.
The owner must develop and approve in accordance with the established procedure instructions for the operation and safe maintenance of the air receiver.
11. The air collector is installed in ventilated industrial premises in places that exclude crowds of people and should not be located near heat sources; flammable substances and substances that cause increased metal corrosion; in places of high air pollution.
The installation of the air collector must provide the possibility of inspection, repair and cleaning from the inside and outside.
12. Before installing the air collector, it is necessary to check the availability of a set of technical and shipping documentation; completeness of delivery in accordance with technical and shipping documentation.
Check the general condition of the receiver: no damage, nicks, dents, or deformations that may occur during transportation and storage.
13. During installation, the air collector must be fixed to the foundation. The installation of the air collector must prevent it from tipping over.
To reduce vibration transmitted to the receiver from a running compressor and other equipment, rubber shock absorbers (pads) must be provided under the receiver's feet.
Install the pressure gauge and safety valve into the appropriate mounting points on the receiver, removed for transportation; install shut-off devices, install pipelines. Check the tightness of all connections.
14. The air receiver must be operated in accordance with the Rules for the Design and Safe Operation of Pressure Vessels and in accordance with safety requirements.
Operation of the receiver is PROHIBITED in the following cases:
- if the pressure and (or) temperature values go beyond the limits specified in the passport and on the receiver plate;
- when identifying a malfunction of installed fittings, instrumentation and safety devices;
- when leaks, bulges, or rupture of gaskets are detected in the receiver and its elements operating under pressure;
- in the event of a fire that directly threatens the pressure receiver.
If these malfunctions are detected, you must:
- stop the compressed air supply;
- reduce the pressure in the receiver to atmospheric pressure.
15. The air collector (air receiver) must be subjected to an initial technical examination before being put into operation; and undergo periodic inspection during operation; in necessary cases - an extraordinary examination.
A technical examination is carried out to establish the serviceability of the receiver and the possibility of its further operation.
15.1. Technical inspection must be carried out by a person responsible for supervising the good condition and safe operation of the air collector in the organization where the air collector is operated.
15.2. During the initial survey the following should be carried out:
- checking technical documentation, external inspection for damage and checking that the receiver (pressure vessel) is installed correctly and equipped in accordance with the Rules;
15.3. During periodic surveys the following should be carried out:
- checking technical documentation - at least once a year;
- external inspection of all welds and surface of the vessel - annually;
- internal inspection of the corrosion state of the vessel walls - annually, using a hatch and holes. If the internal surface is not completely visible through the existing holes, then the internal surface is examined using special instruments (endoscope, periscope and other viewing devices);
- hydraulic test with test pressure after 5 years (subsequently - based on the results of control and testing).
Based on the results of the examination, the technical diagnostics program for the vessel can be supplemented by monitoring the thickness of the vessel wall using the ultrasonic method.
15.4. When conducting an extraordinary survey, the reason that necessitated such a survey must be indicated.
15.5. The results of the technical examination must be recorded in the vessel's passport, indicating the permitted operating parameters of the vessel and the timing of the next examinations in accordance with the Rules.
16. For receivers that have completed their design service life established by the manufacturer, the volume, methods and frequency of technical examination must be determined based on the results of technical diagnostics and a decision must be made to extend the service life of the receiver, indicating the permitted operating parameters, or to write it off.
Receivers that have reached the end of their service life and (or) based on the results of technical diagnostics are determined to be impossible for further operation, must be disposed of in accordance with current sanitary standards; parts and components must be transferred to a specialized enterprise approved by the sanitary and epidemiological service, which has a permit (license) from the Ministry of Natural Resources of the Russian Federation.
17. To maintain the receiver in good condition, the owner of the receiver is obliged to carry out timely repairs.
Receiver repair consists of restoring the protective coating and replacing fittings, instrumentation and safety devices, the condition of which does not ensure the reliability of their further operation.
Requirements for instrumentation, safety devices and other fittings installed on the air collector (receiver); the parameters of compressors allowed for connection are specified by the manufacturer in the operating manual for the specific compressor model in which the vessel is used.
When repairing, safety requirements set out in industry rules and regulations must be observed.
After carrying out repair work, the proper operation of the fittings, instrumentation and safety devices must be checked; density of all connections. The scope of repairs performed and its results must be entered in the passport of the pressure vessel.
MANUFACTURER'S WARRANTY
The guaranteed service life of the air collector (receiver) is 12 months from the date of commissioning, but not more than 15 months from the date of shipment from the manufacturer and subject to storage before commissioning in a clean and dry room.
Fig.1. Air receiver (air collector)
- Flange Du-100;
- Du-25 boss;
- Du-15 boss;
- Du-40 boss;
- Boss Du.
Selection and methods of placing air receivers in the pneumatic network of an enterprise
The air receiver is an important part of the pneumatic system of the enterprise for supplying process equipment and tools with compressed air. An air collector or air receiver is primarily designed to accumulate and store excess compressed air produced by a compressor or group of compressors. In addition, the air receiver ensures smoothing of the pulsation of compressed air supply from the compressor or uneven consumption of compressed air by consumers during a work shift, ensures optimal operating mode of the screw compressor, reduces the number of restarts of the piston compressor, and the primary cooling of the compressed air and collection of condensate takes place in the receiver. To obtain compressed air of significantly better quality, it is recommended to use compressed air dryers, as well as filters to remove oil and mechanical impurities from compressed air.
To correctly calculate the volume and select an air receiver, there are special formulas that take into account the performance and type of compressor, the systems used to regulate the operating modes of the compressor, as well as the purpose of the selected air receiver. Such calculations are made by designers and engineers when developing compressor units and when designing compressor shops or compressed air supply systems for enterprises. As a rule, compressors with an already installed air collector are equipped with a receiver selected taking into account the mode of use of the compressor.
But in many cases it is necessary to quickly select the required volume of the air receiver, without complex calculations and formulas. For independent selection, you can use a simplified approach, in which the receiver for the compressor is selected based only on the performance of the compressor unit and in accordance with some features of its operation. In this case, the volume of the air receiver can be equated to the compressed air productivity in one minute. However, when using a piston compressor, you should always add 20-30% to this parameter for a “margin”. Since piston compressors do not have an idle speed, the volume of the air collector “with a reserve” will allow you to start the compressor engine less often, which will extend the service life of not only the compressor, but also pipelines and pneumatic tools.
Screw compressors are designed for long-term and continuous operation; the screw compressor's control system allows it to go to idle, so the volume of the air receiver for a screw compressor can be 30-50% of its minute capacity. If the screw compressor is equipped with a frequency drive, then the volume of the air receiver can be selected within 15-30% of its capacity.
It must be taken into account that using a receiver of insufficient volume will lead to frequent changes in the operating mode of the compressor, which ultimately can lead to compressor failure (especially important for piston compressors). On the other hand, if the volume of the air collector is too large, the compressor will work longer under load, filling the excess volume, which will lead to increased heating of the compressor unit and ultimately to premature wear of the seals and bearings.
An incorrectly selected air collector can lead to breakdowns in the pneumatic system, increased loads on equipment, or cause emergency shutdown of the compressor due to frequent changes in load-unload modes.
The following are the most general, most typical recommendations on the method of placing an air receiver in the pneumatic network of an enterprise.
If it is necessary to install large-capacity air collectors (more than 1000 liters), it is more advisable to use several smaller volume receivers, connecting them into a system in series or parallel. This will avoid a complex registration procedure and has many operational advantages.
With a parallel arrangement of air collectors, the throughput of the pneumatic system is higher and equal to the sum of the throughputs of all receivers in the network. In addition, if necessary, you can disconnect one or more receivers from the main line. For example, for inspection or routine maintenance.
When installing air collectors sequentially, the network throughput is reduced and is equal to the minimum throughput of one of the receivers. But at the same time, each individual receiver plays the role of a kind of mini-separator, in which the air is cooled and condensate is released. With this method, it is easier to place air receivers along the entire pneumatic line in convenient places and even loop the system, which will create the best conditions for maintaining the required pressure in the network and ensure stable operation of pneumatic equipment. Extended pipelines can also have a significant volume, which will be filled with air, playing the role of a kind of air collector, and this must also be taken into account in the calculations.
Air collectors should be installed in open areas in places where there are no crowds of people, or in separate buildings. In cases provided for by regulatory documentation, air receivers can be installed in production shops, and it is best to install it in a place with the lowest ambient temperature for better cooling, but at the same time avoid temperatures close to zero to avoid condensate freezing. The installation of air collectors must prevent the possibility of them tipping over or being damaged by transport or other mechanisms. The air receiver must be provided with free access for inspection, repair and routine maintenance.
During operation of the air receiver, it is necessary to ensure that pressure fluctuations are no more than 20% between the maximum and minimum pressure of compressed air in the receiver. And so that the frequency of these oscillations is as low as possible. That is, filling the receiver with compressed air and its flow should occur as smoothly as possible, without sudden jumps. Otherwise, the load on the welds will increase, which can lead to premature damage to the air collector, the appearance of fistulas and cracks.
The air receiver is used as an integral part of compressor units or as a separate element of the pneumatic system of an enterprise, where, along with other equipment, dryers can be used to remove moisture from compressed air. In this case, the air receiver can be located both before and after the dryer. Both of these location options have their pros and cons.
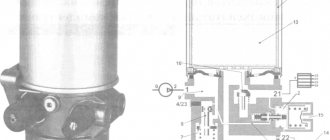
If the air receiver is installed after the dryer (see Fig. 1), it contains dry and clean compressed air that has been pre-cleaned through filters and moisture separation in the dryer. Accordingly, condensation does not form in the receiver (of course, if the air is not subsequently cooled below the dew point, which depends on the type of dehumidifier) and the risk of corrosion on the internal walls of the receiver is significantly reduced. In addition, the air collector stores a supply of already dehumidified air to quickly compensate for consumption peaks. The disadvantages of this method of placing the air collector include the need to use a dryer that is designed for maximum compressor performance. In addition, the compressed air entering the dryer will be at an elevated temperature (an additional aftercooler must be installed). And with such a scheme, especially when using a piston compressor, the dryer will be negatively affected by pulsations of compressed air, accelerating equipment wear.
When using screw compressors, by selecting a more efficient dryer, it is possible to reduce the negative factors of such an arrangement, but in general, placing an air receiver after the dryer can only be recommended for a limited range of tasks.
A more preferable option for placing the air receiver in the pneumatic network is to install it in front of the dryer (see Fig. 2). With this arrangement, the dryer can be selected based on the actual flow of compressed air that needs drying, and in each individual area you can install your own dryer with different dew point temperatures and performance. Possible pressure pulsations will be smoothed out in the air receiver and will not have a negative impact on the dryer and other equipment. Compressed air will enter the dryer after pre-cooling in the receiver, which will allow the dryer to operate in a more comfortable mode. Minor disadvantages of this placement method include the formation of condensation in the receiver, which increases the rate of corrosion of the internal walls of the receiver. To quickly and regularly remove condensate from the air receiver, various types of condensate drains (manual, float, electronic) are used. And one more small disadvantage - if it is necessary to dry all the compressed air entering the system, especially at peak flow rates, you will have to use a slightly larger dehumidifier, since the air receiver contains compressed air with a high moisture content.
Before calculating the volume of the air collector and choosing the method and location of its installation in the pipeline, it is necessary to study the requirements contained in the passport for the air collector, familiarize yourself with the industry rules governing the operation of pressure vessels, and also consult with the territorial office of Rostechnadzor and obtain recommendations from the air collector manufacturer. Additionally, when choosing an air receiver (air collector), it is necessary to pay due attention to the quality of its manufacture, the availability of a passport and certificate of conformity, as well as a permit for use. The air collector should be selected based on its operating conditions and taking into account the existing piston or screw compressor. Purchasing an air receiver from dubious “fly-by-night companies” can lead to unnecessary waste of money and time, and problems may arise during operation, as well as with approvals for the use of air receivers from regulatory authorities.
Certificate of Conformity Receivers operating under pressure from 0.7 to 2.5 MPa
Declaration of conformity Receivers operating under pressure from 0.7 to 2.5 MPa
Resolution Receivers operating under pressure from 0.7 to 2.5 MPa
Where to order an air collector. Advantages of VZRK
By contacting our organization: “Volgograd Plant of Tank Structures” to buy a gas air collector, you will receive a full range of services:
- Design and planning;
- Manufacturing of all necessary equipment;
- Delivery by road or rail;
- Foundation preparation and installation;
- Carrying out a complex of preparation and commissioning.
We work on a turnkey basis from receiving an application to putting the vessel into operation.
Our production employs specialists certified by NAKS (National Welding Control Agency). Finnish and Swiss equipment is used.
All metal supplied to the plant undergoes incoming inspection. To check quality, we use special fluoroscopic devices that allow us to determine even internal defects in seams. The presence of modern high-performance equipment allows us to produce high-quality products in the shortest possible time.
We have all the necessary certificates and permits.
Source
Why do you need an air receiver as part of a compressor unit?
The most popular types of modern compressor units are compressors operating on the screw and piston type of compressed air generation. In the case of piston units, the air is compressed due to the reciprocal, translational movements of the piston mechanism. In this case, alternating vacuum and compression of air pressure occurs in the cylindrical containers of the compressor. Thus, pulsation occurs in a directly connected pneumatic system.
In the case of screw compressors, pulsation, although observed, is in significantly smaller volumes. Almost every pneumatic equipment has a certain degree of sensitivity to how well the compressed air is supplied to its operating circuit. It is for this reason that if a sufficiently intense and constant pulsation is observed in the system, the equipment quickly wears out and becomes unusable.
To solve this problem, engineers have developed special devices that collect air masses and equalize their pressure, ensuring more stable and high-quality operation of the compressor. However, this is far from the only advantage that the receiver has as part of modern compressor equipment. Other important benefits include the following:
- Accumulation of air masses in the system. In this case, the air intake allows you to cope with the problem of peak loads associated with the simultaneous connection of several sources of consumption.
- Cleaning of condensate and additional cooling of air masses - with constant cycles of heating and cooling of air during the process of compression and rarefaction, the moisture contained in it is converted into condensate, which is what allows it to be captured by the receiver.
- Reducing vibration in compressor equipment of gasoline, diesel and electric types - thanks to the use of a receiver with a working volume of 500 liters, the vibration factor can be significantly reduced.
Source
Types of receivers and their connection diagrams
Receivers can be horizontal or vertical.
A horizontal air collector is usually part of a piston or screw compressor.
Horizontal air collectors are installed for a compact location of the compressor unit and electric motor.
For the needs of large enterprises, receivers can reach a volume of up to 80 m3; the advantages of horizontal receivers are their stability and ease of maintenance.
Vertical air collectors can significantly save space in the production cycle, which ultimately affects the cost of the product.
An enterprise usually installs several dozen vertical receivers, connecting them in series or in parallel.
The option of parallel arrangement of air collectors has a significant advantage: the throughput of the system becomes equal to the sum of the throughputs of all receivers in the network. In addition, in case of repairs, you can turn off one of the system’s receivers.
With a sequential arrangement of air collectors in the network, the throughput is lower, but each receiver also serves as a kind of mini-separator, purifying the air from excess moisture and oil.
Passing through series-connected air collectors, the air is repeatedly purified from the emulsion of moisture and oil, reducing the load on the units and extending their service life.
The maximum throughput of a system with daisy-chain connection of receivers is equal to the min throughput of any receiver of the entire system.
At enterprises there is now a tendency to avoid purchasing receivers with large volumes, installing a certain number of small air collectors (up to 1 m3). The installation of such receivers is not controlled by Rostechnadzor.
Equipment The receivers we offer are equipped with: a safety valve; a tap (designed to drain condensate); fittings for connecting the main pipeline and instruments; a device for measuring pressure (pressure gauge); passport of the established form. At the Customer's request, the configuration can be changed. The material from which the air collectors are made is low-alloy and carbon steel. Climatic design of air collectors “U1–U4” in accordance with GOST 15150-69. Their estimated service life is 20 years.
Why do you need a receiver in a compressor?
Equipment for the production of compressed air is used everywhere. It is used in all industries, during construction work, in auto repair, in food production, in agriculture, as well as in any other areas of activity of modern man. In the vast majority of cases, the units are used in conjunction with a receiver - a metal vessel into which compressed air enters. These reservoirs are also widely used and therefore deserve a more detailed consideration.
After reading this article, you will find out why a receiver is needed in a compressor, what functions it performs, and whether it is necessary to use it, as manufacturers say. This information will be useful both when selecting and operating equipment.
The procedure for making a homemade receiver
The sequence of manufacturing an additional vessel looks approximately as follows.
- Cleaning an old vessel from gas residues. To do this, you will need to clean it of gas residues. The inlet valve is removed, while using an electric tool, for example, an angle grinder, gas residues may remain in the housing.
- The vessel is filled with water and allowed to stand for 24 hours. Then it is drained and the internal cavity is cleaned of dirt.
- After this, splitters under the sleeves are welded into the cylinder, but it is also permissible to install threaded fittings; to increase the tightness when installing plugs, it is necessary to install sealing gaskets.
- A homemade receiver must be painted with weather-resistant paint.
- A condensate drain is installed in the assembled and painted maneuver - its place is at the lowest point of the tank, and a pressure gauge is installed in the upper part. The brand of condensate drain must be consistent with the compressor capacity and thread sizes. The cost of such a device ranges from 2500 to 3000 rubles.
When operating a condensate trap, we must not forget that its installation on an auxiliary gas storage tank is mandatory. Before switching on the operating load, it is necessary to check the condition of the electric drive to ensure that it can be operated with an auxiliary gas container.
To do this check, you need to turn on the compressor and use a flow meter to check the pressure surge during long-term operation (about 20 minutes).
If the minimum pressure corresponds to the declared characteristics of the supercharger, then operation of the assembled structure is quite acceptable. If the pressure drop is below the permissible level, then the use of this equipment is in question and it is undesirable to use it.
Purpose of the air collector or why do you need a receiver in the compressor?
Among all types of installations designed to compress various media, piston and screw units are most widespread. The former compress air due to the reciprocating movement of the piston. In this case, a vacuum or an increase in pressure alternately occurs in the cylinder. As a result, in the case of direct connection, pulsation occurs in the pneumatic system of the enterprise. When operating screw units, this effect is not so pronounced, but is also present.
At the same time, we note that a significant part of pneumatic equipment is sensitive to the quality of the compressed air supply, therefore, with constant pulsation in the system, it quickly fails. The solution to the problem was the use of air collectors, which dampen the surge and ensure a stable supply of compressed air to the tool. However, pressure equalization is an important, but not the only answer to the question of why a receiver is needed in a compressor. In addition, tanks solve other problems, including:
Air accumulation. Using an air collector, you can eliminate the problem of peak loads that arise in an enterprise when a large number of consumers are simultaneously connected. Without using a receiver, this problem can only be solved by replacing the compressor with a more powerful model, which is most often impractical due to the high cost of the units.- Additional cooling and condensate removal. In accordance with the laws of physics, during compression the temperature of the working medium increases. After the air enters the plant's pneumatic system, it cools down again. In this case, the moisture contained in it falls out in the form of condensation. This leads to metal corrosion and equipment damage. The receiver solves this problem too. It is built in between the compressor and consumers. A decrease in the temperature of the working environment and condensation occurs precisely in the air collector, as a result, the equipment is reliably protected from moisture. The latter, by the way, is removed from the receiver through a special drain valve.
- Reduced vibration. Both gasoline and diesel internal combustion engines, as well as electric motors, vibrate during operation. It is important to note that an increase in vibration leads to an increase in the level of noise pollution in the room, as well as to the destruction of the base on which the unit is installed. The use of an air accumulator with a volume of 500 liters or more can significantly reduce engine vibration.
Types of equipment
Compressor receivers can be vertical or horizontal. Containers of the first type are more in demand because they are compact in size and allow rational use of the production area.
Equipment examples
Model: RV 900-02/10 451 000 rub.
Model: V500 11B galvanized RUB 89,656
Model: RV 110/10 RUB 23,050
All models
All air collectors, regardless of configuration, can be easily combined into a common network if necessary. Moreover, installation can be performed in two methods - parallel and sequential. Each method has its pros and cons.
Equipment examples
Model: RV 900-02/10 451 000 rub.
Model: V500 11B galvanized RUB 89,656
Model: RV 110/10 RUB 23,050
All models
Parallel connection
The advantage of this installation method is the high maintainability of the system. If one of the receivers fails, it is simply disconnected from the overall system and repaired or replaced. In addition, this method provides maximum storage throughput.
Serial connection
The main advantage of this installation option is the additional cleaning of the working environment from moisture and oil impurities. Compressed air sequentially passes through all containers in the network and is cleaned along the way. As for the disadvantages of such a connection, they include the total resistance of the receivers, which reduces their throughput.
Choosing a receiver
The selection of an air receiver for a compressed air preparation system should be approached with special attention. Incorrectly selected parameters for pressure and volume of the air collector may not correspond to the same characteristics of the compressor and the pneumatic network will not operate at full capacity or will work intermittently.
In addition, any compressor units and power equipment are pressure devices. Accordingly, these devices are high-risk units, and if they are connected incorrectly, emergency situations may occur.
By design, any receiver is a sealed container, the internal volume of which, even for the largest models, does not exceed 2000 liters. When choosing an air collector, in addition to technical characteristics, you should take into account the design features of this device and operating conditions.
How to choose the optimal receiver parameters?
In addition to capacity, the compressor receiver is also characterized by:
- Limit values of air humidity.
- Operating conditions (allowed difference in external ambient temperatures -15...+40ºС and relative humidity no more than 75...80%).
- Requirements for the installation location (away from heat sources, flammable and explosive materials, as well as in an atmosphere contaminated with mechanical particles - for example, near circular saws).
The requirements of PB 03-576-03 (rules for the design and safe operation of pressure vessels) also prohibit the operation of receivers that have not passed the performance check of the tank walls, as well as those that have external surface defects - cracks, dents, traces of atmospheric corrosion.
The selection of receiver characteristics for a compressor is done as follows. Set the required compressed air consumption, duration of its consumption, minimum and maximum pressure values. Next, using standard online calculation tables (for example, //www.kaeser.ru/Online_Services/Toolbox/Air_receiver_sizes/default.asp) determine the required parameter. For example, with initial air flow data of 0.1 m 3 /min, peak load duration during operation of 5 minutes, permissible pressure difference minimum/maximum of 3/4 atm, the optimal volume of the receiver tank will be 500 liters.
This method is focused on the time it takes to completely empty the receiver. There is also a simplified tabular method that correlates the volume of the receiver with the power consumption of the compressor. The ratios used in practice are:
- For a compressor with a power of up to 5 kW – up to 100 l;
- For a compressor with a power of up to 10 kW – up to 300 l;
- For a compressor with a power of up to 20 kW – up to 550 hp.
It is recommended to obtain intermediate values by interpolation. There are also experimental dependencies. For example, the capacity of the receiver tank cannot be less than the performance of the compressor for 8 seconds of its continuous operation. In particular, with a compressor air flow rate of 400 l/min, the tank volume will be no less than:
V = (400×8)/60 = 53.33 (l)
Stationary receivers
In the first case, the receiver is a separate sealed tank, for which a special stand or legs are provided (Figure 1).
Such models are placed on a pre-prepared base, most often a concrete floor or slab. The base must be level and strong to withstand weight pressure and possible vibrations. Stationary receivers are used in enterprises where the production of compressed air is required on an ongoing basis.
2When is it necessary to drain condensate from the receiver?
As discussed above, as compressed air passes through the air collector, condensation invariably accumulates. Moisture forms on the inner walls of the receiver and flows to the bottom of the device. If water is not removed, build-up and corrosion will form, which will compromise the integrity of the structure and can cause the system to fail.
If the pneumatic network operates at full load, it is necessary to drain condensate at least once every 24 hours of operation, and even more often. To ensure normal operation of the equipment and achieve better results in removing condensate, it is recommended to install a float drain valve with a timer or an electronic valve.